Robocasting or Direct Ink Writing (DIW) is an additive manufacturing technique in which a filament of a paste (known as an ‘ink’, as per the analogy with conventional printing) is extruded from a small nozzle while the nozzle is moved across a platform. The object is thus built by ‘writing’ the required shape layer by layer. The technique was first developed in the United States in 1996 as a method to allow geometrically complex ceramic green bodies to be produced by additive manufacturing. In robocasting, a 3D CAD model is divided up into layers in a similar manner to other additive manufacturing techniques. A fluid (typically a ceramic slurry), referred to as an ‘ink’, is then extruded through a small nozzle as the nozzle’s position is controlled, drawing out the shape of each layer of the CAD model. The ink exits the nozzle in a liquid-like state but retains its shape immediately, exploiting the rheological property of shear thinning. It is distinct from fused deposition modelling as it does not rely on the solidification or drying to retain its shape after extrusion.
Technology
Using robokasting technology begins with the creation of a file format STL with the calculation of the size of the diameter of the forming hole. The first part of a product made by robocasting is obtained by extrusion of the “ink” threads into the first layer. Next, the working area is shifted down or the forming hole rises up and the next layer is applied in the required place. This is repeated until the product is completed. When using mechanisms with numerical control, as a rule, the movements of the forming hole are controlled by the application software developed by CAM . Stepper motors and servomotors are commonly used to move the forming hole to the nearest nanometer .
After the product is manufactured by the robokasting technique, drying and other methods are usually used to give the product the required mechanical properties.
Depending on the composition of the “ink”, printing speed and environmental conditions, robokasting usually allows you to make designs of considerable length (many times greater than the diameter of the forming hole) and not supported from the bottom . This makes it quite easy to make 3D-designs of a rather complex shape, which is impossible using other additive technologies, which is extremely promising for the production of photonic crystals , bone grafts , filters, etc. Robokasting allows printing of products of any shape and in any position.
Process
Robocasting begins with a software process which slices an STL file (stereolithography file format) into layers of similar thickness to the nozzle diameter. The part is produced by extruding a continuous filament of ink material in the shape required to fill the first layer. Next, either the stage is moved down or the nozzle is moved up and the next layer is deposited in the required pattern. This is repeated until the 3d part is complete. Numerically controlled mechanisms are typically used to move the nozzle in a calculated tool-path generated by a computer-aided manufacturing (CAM) software package. Stepper motors or servo motors are usually employed to move the nozzle with precision as fine as nanometers.
The part is typically very fragile and soft at this point. Drying, debinding and sintering usually follow to give the part the desired mechanical properties.
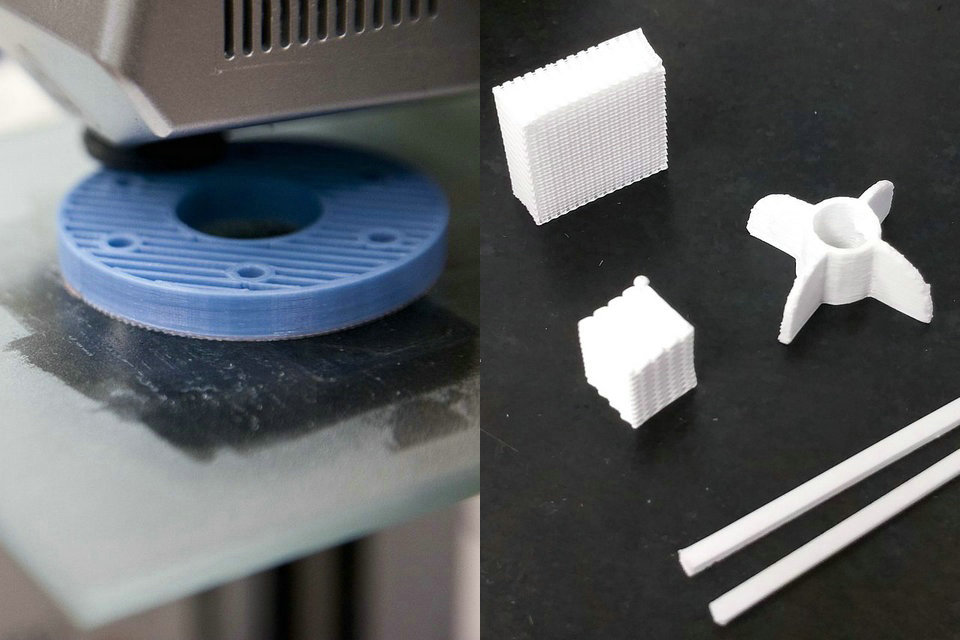
Depending on the ink composition, printing speed and printing environment, robocasting can typically deal with moderate overhangs and large spanning regions many times the filament diameter in length, where the structure is unsupported from below. This allows intricate periodic 3D scaffolds to be printed with ease, a capability which is not possessed by other additive manufacturing techniques. These parts have shown extensive promise in fields of photonic crystals, bone transplants, catalyst supports and filters. Furthermore, supporting structures can also be printed from a “fugitive ink” which is easily removed. This allows almost any shape to be printed in any orientation.
Applications
The technique can produce non-dense ceramic bodies which are very fragile and must be sintered before they can be used for most applications, analogous to a wet clay ceramic pot before being fired. A wide variety of different geometries can be formed from the technique, from solid monolithic parts to intricate microscale “scaffolds”, and tailored composite materials. To date the most researched application for robocasting is in the production of biologically compatible tissue implants. “Woodpile” stacked lattice structures can be formed quite easily which allow bone and other tissues in the human body to grow and eventually replace the transplant. With various medical scanning techniques the precise shape of the missing tissue was established and input into 3d modelling software and printed. Calcium phosphate glasses and hydroxyapatite have been extensively explored as candidate materials due to their biocompatibility and structural similarity to bone. Other potential applications include the production of specific high surface area structures, such as catalyst beds or fuel cell electrolytes. Advanced metal matrix- and ceramic matrix- load bearing composites can be formed by infiltrating woodpile bodies with molten glasses, alloys or slurries.
Robocasting has also been used to deposit polymer and sol-gel inks through much finer nozzle diameters (<2μm) than is possible with ceramic inks. Source from Wikipedia