La fabricación de filamentos fundidos (FFF) es un proceso de impresión 3D que utiliza un filamento continuo de un material termoplástico. Esto se alimenta desde una bobina grande, a través de un cabezal de extrusión de impresora con calefacción y movimiento. El material fundido sale de la boquilla del cabezal de impresión y se deposita en la pieza de trabajo en crecimiento. La cabeza se mueve, bajo control informático, para definir la forma impresa. Por lo general, la cabeza se mueve en capas, moviéndose en dos dimensiones para depositar un plano horizontal a la vez, antes de moverse ligeramente hacia arriba para comenzar una nueva rebanada. La velocidad de la cabeza del extrusor también se puede controlar, para detener e iniciar la deposición y formar un plano interrumpido sin ensartar o regatear entre las secciones. La fabricación de filamentos fundidos fue acuñada por los miembros del proyecto RepRap para dar una frase que no estaría legalmente restringida en su uso, dadas las patentes que cubren el modelado por deposición fundida (FDM).
La impresión de filamento fundido es ahora el proceso más popular (por número de máquinas) para la impresión 3D de nivel de aficionado. Otras técnicas, como la fotopolimerización y la sinterización de polvos, pueden ofrecer mejores resultados, sin embargo, sus costos aumentan considerablemente.
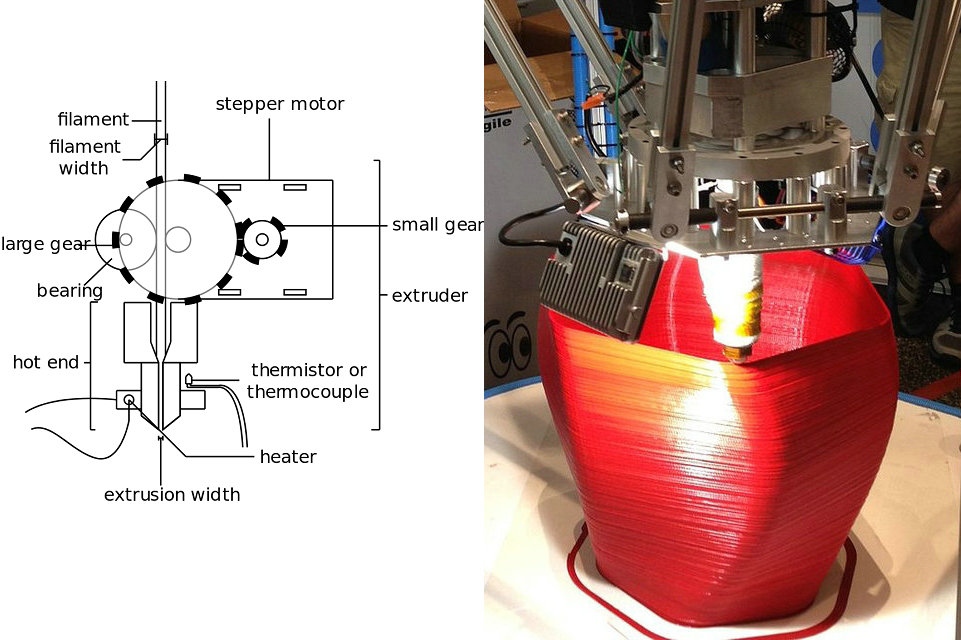
El cabezal de la impresora 3D o el extrusor de la impresora 3D forma parte de la impresión de extrusión de material responsable de la fusión de la materia prima y de la formación en un perfil continuo. Se extruye una amplia variedad de materiales, incluidos los termoplásticos como el acrilonitrilo butadieno estireno (ABS), el ácido poliláctico (PLA), el poliestireno de alto impacto (HIPS), el poliuretano termoplástico (TPU), las poliamidas alifáticas (nylon) y recientemente también el PEEK. Los materiales similares a la pasta, como la cerámica y el chocolate, pueden extruirse utilizando el proceso de filamento fundido y una extrusora de pasta.
Introducción
La fabricación aditiva (AM), también conocida como impresión 3D, implica la fabricación de una pieza mediante el depósito de material capa por capa. Existe una amplia gama de diferentes tecnologías de AM que pueden hacer una parte capa por capa, incluyendo extrusión de material, inyección de aglomerante, inyección de material y deposición de energía dirigida.
Estos procesos tienen diversos tipos de extrusoras y extruyen diferentes materiales para lograr el producto final utilizando la adición de capa por capa de material. El 3D Printer Liquefier es el componente que se utiliza principalmente en la impresión de tipo extrusión de material.
Extrusión
La extrusión en la impresión 3-D utilizando extrusión de material implica un extremo frío y un extremo caliente.
El extremo frío es parte de un sistema de extrusión que tira y alimenta el material desde el carrete y lo empuja hacia el extremo caliente. El extremo frío es principalmente un par de torsión de suministro basado en engranajes o rodillos que controla la velocidad de alimentación por medio de un motor paso a paso. De esta manera se controla la tasa de proceso.
El extremo caliente es la parte activa que también aloja el licor de la impresora 3D que funde el filamento. Permite que el plástico fundido salga de la boquilla pequeña para formar un cordón delgado y pegajoso de plástico que se adhiere al material sobre el que se coloca. el extremo caliente consiste en una cámara de calentamiento y una boquilla. El orificio en la punta (boquilla) tiene un diámetro de entre 0,3 mm y 1,0 mm. Se utilizan diferentes tipos de boquillas y métodos de calentamiento dependiendo del material a imprimir.
Algunos tipos de máquinas de impresión 3D pueden tener un tipo diferente de sistema de extrusión que puede no tener una cámara de calentamiento; el calor se suministra desde otra fuente, por ejemplo, un láser.
Montaje xtruder al resto de la máquina.
Las formas en que se montan las extrusoras en el resto de la máquina han evolucionado a lo largo del tiempo hacia estándares de montaje informales. Estos estándares informales incluyen:
Estándar del eje X vertical
Montaje de extrusor de ajuste rápido
Montaje OpenX
etc.
Tales estándares de factor permiten que los nuevos diseños de extrusoras se prueben en los marcos de impresora existentes, y los nuevos diseños de marcos de impresora para usar extrusores existentes.
Modelado por deposición fundida
El modelado por deposición fundida (FDM) es una tecnología de fabricación aditiva (AM) comúnmente utilizada para aplicaciones de modelado, creación de prototipos y producción como marca registrada de Stratasys Inc. Es una de las técnicas utilizadas para la impresión 3D. FDM funciona según un principio «aditivo» al colocar el material en capas; un filamento de plástico o cable de metal se desenrolla de una bobina y suministra material para producir una pieza. Por lo tanto, FDM también se conoce como una tecnología AM basada en sólidos.
Historia
El modelo de deposición fundida (FDM) fue desarrollado por S. Scott Crump a fines de la década de 1980 y fue comercializado en 1990 por Stratasys. Con el vencimiento de la patente US 5121329 A en esta tecnología, ahora existe una gran comunidad de desarrollo de código abierto (llamada RepRap), así como variantes comerciales y de bricolaje, todas las cuales utilizan este tipo de impresora 3D. Esto ha llevado a una caída de precios de dos órdenes de magnitud desde la creación de esta tecnología.
Proceso
FDM comienza con un proceso de software que procesa un archivo STL (formato de archivo STereoLithography), que corta y orienta matemáticamente el modelo para el proceso de construcción. Si es necesario, se pueden generar estructuras de soporte. La máquina puede dispensar múltiples materiales para lograr diferentes objetivos:
Uno puede usar un material para construir el modelo.
Utilice otra como una estructura de soporte soluble.
Se podría usar varios colores del mismo tipo de termoplástico en el mismo modelo.
El modelo o la pieza se produce extruyendo pequeñas cadenas aplanadas de material fundido para formar capas a medida que el material se endurece inmediatamente después de la extrusión de la boquilla.
Un filamento de plástico se desenrolla de una bobina y suministra material a una boquilla de extrusión que puede activar y desactivar el flujo. Por lo general, hay un accionamiento controlado con precisión que empuja el filamento hacia la boquilla.
La boquilla se calienta para fundir el material. Los termoplásticos se calientan mucho más allá de su temperatura de transición vítrea y luego se depositan por un cabezal de extrusión.
La boquilla se puede mover tanto en dirección horizontal como vertical mediante un mecanismo controlado numéricamente. La boquilla sigue una trayectoria de herramienta controlada por un paquete de software de fabricación asistida por computadora (CAM), y la pieza se construye de abajo hacia arriba, una capa a la vez. Los motores paso a paso o los servomotores se emplean normalmente para mover el cabezal de extrusión. El mecanismo utilizado es a menudo un diseño rectilíneo XYZ, aunque se han empleado otros diseños mecánicos como deltabot.
Aunque como tecnología de impresión, FDM es muy flexible y es capaz de lidiar con pequeños voladizos por el soporte de las capas inferiores, generalmente FDM tiene algunas restricciones en la pendiente del voladizo y no puede producir estalactitas sin soporte.
Se encuentran disponibles innumerables materiales, como el acrilonitrilo butadieno estireno (ABS), el ácido poliláctico (PLA), el policarbonato (PC), la poliamida (PA), el poliestireno (PS), la lignina, el caucho, entre muchos otros, con diferentes ventajas y desventajas y propiedades de temperatura. Además, incluso el color de un material termoplástico dado puede afectar la resistencia del objeto impreso. Recientemente, una empresa alemana demostró por primera vez la posibilidad técnica de procesar PEEK granular en forma de filamento e imprimir en 3D partes del material de filamento utilizando tecnología FDM.
Durante la FDM, el polímero fundido caliente se expone al aire. El funcionamiento del proceso de FDM dentro de una atmósfera de gas inerte, como nitrógeno o argón, puede aumentar significativamente la adhesión de la capa y mejora las propiedades mecánicas de los objetos impresos en 3D. Un gas inerte se usa rutinariamente para prevenir la oxidación durante la sinterización selectiva con láser.
Proceso general
La geometría del flujo de la extrusora, el método de calentamiento y el comportamiento del flujo de masa fundida de un fluido no newtoniano son de gran consideración en la parte.
Un filamento de plástico se suministra desde un carrete, ya sea comercialmente o hecho en casa, y se alimenta en un licuador caliente donde se derrite. Esta masa fundida luego es extruida por una boquilla mientras el filamento entrante, aún en fase sólida, actúa como un «émbolo».
La boquilla se monta en una plataforma mecánica, que se puede mover en el plano xy. Cuando la boquilla se mueve sobre la mesa en una geometría prescrita, deposita un cordón delgado de plástico extruido, llamado «camino», que se solidifica rápidamente al entrar en contacto con el sustrato y / o caminos depositados anteriormente.
Las capas sólidas se generan siguiendo un movimiento de rasterización donde las carreteras se depositan lado a lado dentro de un límite de dominio envolvente.
Una vez que se completa una capa, la plataforma se baja en la dirección z para comenzar la siguiente capa. Este proceso continúa hasta que se completa la fabricación del objeto.
Para la unión exitosa de las carreteras en el proceso es necesario el control del ambiente térmico. Por lo tanto, el sistema se mantiene dentro de una cámara, mantenida a una temperatura justo por debajo del punto de fusión del material que se deposita.
Física
Durante la extrusión, el filamento termoplástico se introduce por presión mecánica de los rodillos, en el licuador, donde se funde y luego se extruye. Los rodillos son el único mecanismo de accionamiento en el sistema de entrega de material, por lo tanto, el filamento está bajo tensión de tracción corriente arriba del rodillo y bajo compresión en el lado corriente abajo, actuando como un émbolo. Por lo tanto, la tensión de compresión es la fuerza impulsora detrás del proceso de extrusión.
La fuerza requerida para extruir la masa fundida debe ser suficiente para superar la caída de presión a través del sistema, que depende estrictamente de las propiedades viscosas del material fundido y la geometría de flujo del licuador y la boquilla. El material fundido se somete a deformación por cizallamiento durante el flujo. El comportamiento del adelgazamiento por cizallamiento se observa en la mayoría de los materiales utilizados en este tipo de impresión 3D. Esto se modela usando la ley de potencia para fluidos newtonianos generalizados.
La temperatura es regulada por la entrada de calor de los calentadores eléctricos de bobina. El sistema ajusta continuamente la potencia suministrada a las bobinas según la diferencia de temperatura entre el valor deseado y el valor detectado por el termopar, formando un bucle de retroalimentación negativa. Esto es similar a la tasa de flujo de calor en tuberías cilíndricas.
Aplicaciones comerciales
FDM, una forma prominente de creación rápida de prototipos, se utiliza para la creación de prototipos y la fabricación rápida. La creación rápida de prototipos facilita las pruebas iterativas y, para series muy cortas, la fabricación rápida puede ser una alternativa relativamente económica.
FDM utiliza los termoplásticos PLA, ABS, ABSi, polifenilsulfona (PPSF), policarbonato (PC), PETG y Ultem 9085, y entre otros. Estos materiales se utilizan por sus propiedades de resistencia al calor. Ultem 9085 también exhibe resistencia al fuego por lo que es adecuado para aplicaciones aeroespaciales y de aviación.
FDM también se utiliza en prototipos de andamios para aplicaciones de ingeniería de tejidos médicos.
Aplicaciones gratis
Varios proyectos y compañías están haciendo esfuerzos para desarrollar impresoras 3D asequibles para uso de escritorio en el hogar. Gran parte de este trabajo ha sido dirigido y dirigido a las comunidades de bricolaje / entusiastas / adoptantes tempranas, con vínculos adicionales con las comunidades académicas y hackers.
RepRap es uno de los proyectos de mayor ejecución en la categoría de escritorio. El proyecto RepRap tiene como objetivo producir una impresora 3D de hardware de fuente abierta (FOSH), cuyas especificaciones completas se publican bajo la Licencia Pública General de GNU, y que es capaz de replicarse imprimiendo muchas de sus propias partes (de plástico) para crear más maquinas Ya se ha demostrado que los RepRaps pueden imprimir tarjetas de circuitos y piezas metálicas.
Fab @ Home es el otro proyecto de hardware de código abierto para impresoras 3D DIY.
Debido a los objetivos FOSH de RepRap, muchos proyectos relacionados han usado su diseño como inspiración, creando un ecosistema de impresoras 3D relacionadas o derivadas, la mayoría de las cuales también son diseños de código abierto. La disponibilidad de estos diseños de código abierto significa que las variantes de impresoras 3D son fáciles de inventar. Sin embargo, la calidad y complejidad de los diseños de impresoras, así como la calidad del kit o los productos terminados, varían mucho de un proyecto a otro. Este rápido desarrollo de impresoras 3D de código abierto está ganando interés en muchas esferas, ya que permite la hiper-personalización y el uso de diseños de dominio público para fabricar la tecnología apropiada de código abierto. Esta tecnología también puede ayudar a las iniciativas en el desarrollo sostenible, ya que las tecnologías se crean fácil y económicamente a partir de los recursos disponibles para las comunidades locales.
Coste de la impresora 3D
El costo de las impresoras 3D ha disminuido drásticamente desde aproximadamente el 2010, y las máquinas que solían costar $ 20,000 ahora cuestan menos de $ 1,000. Por ejemplo, a partir de 2017, varias compañías e individuos están vendiendo partes para construir varios diseños RepRap, con precios que comienzan en alrededor de GB £ 99 / US $ 100. La impresora FDM de sobremesa más vendida, Prusa i3 MK2, cuesta US $ 900 ensamblados o US $ 600 para el kit de autoensamblaje.
El proyecto de código abierto Fab @ Home ha desarrollado impresoras para uso general con todo lo que se puede extruir a través de una boquilla, desde chocolate hasta sellador de silicona y reactivos químicos. Las impresoras que siguen los diseños del proyecto han estado disponibles de proveedores en kits o en forma preensamblada desde 2012 a precios en el rango de US $ 2000.
Las impresoras 3D LulzBot fabricadas por Aleph Objects son otro ejemplo de una aplicación de código abierto de tecnología de modelado por deposición fundida. El modelo estrella de la línea LulzBot, la impresora TAZ se inspira en el diseño de los modelos RepRap Mendel90 y Prusa i3. La impresora 3D LulzBot es actualmente la única impresora en el mercado que ha recibido la certificación «Respeta tu libertad» de la Free Software Foundation.
A partir de septiembre de 2018, las impresoras de estilo RepRap están disponibles en forma de kit a través de minoristas en línea como Amazon y eBay. Estos kits vienen completos con todas las partes necesarias para hacer que una impresora funcione, a menudo incluyen archivos electrónicos para la impresión de prueba, así como una pequeña cantidad de filamento de PLA. Una impresora popular de esta variedad es la Anet A8, que cuesta menos de USD $ 200 y puede imprimir fácilmente objetos cuando se ensambla. El proceso de ensamblaje toma aproximadamente de 6 a 8 horas en total y está bien documentado en sitios de videografía, como YouTube.
Desarrollo
La personalización del producto orientada al cliente y la demanda de ahorro de costos y tiempo ha aumentado el interés en la agilidad del proceso de fabricación. Esto ha llevado a mejoras en las tecnologías de RP y, en particular, en el modelado de deposición fundida. El desarrollo de las extrusoras se está produciendo rápidamente debido al movimiento de impresora 3D de código abierto causado por productos como RepRap. Se observan mejoras consistentes en la forma de una mayor temperatura de calentamiento del licuador, el control general y la precisión del proceso y el soporte mejorado para una amplia variedad de materiales para imprimir, incluida la cerámica.
Las formas en que se montan las extrusoras en la máquina también han evolucionado con el tiempo hacia estándares de montaje informales. Estos estándares informales incluyen el Estándar de eje vertical X, el montaje de extrusor de ajuste rápido, el montaje OpenX, etc.
Cabeza de impresión cinemática.
La mayoría de las impresoras de filamentos fundidos siguen el mismo diseño básico. Se utiliza una cama plana como punto de partida para la pieza de impresión. Un pórtico sobre este lleva el cabezal de impresión móvil. El diseño del pórtico está optimizado para el movimiento principalmente en las direcciones X e Y horizontales, con un ascenso lento en la dirección Z a medida que se imprime la pieza. Los motores paso a paso conducen el movimiento a través de husillos o correas dentadas. Es común, debido a las diferencias en la velocidad de movimiento, usar correas dentadas para los accionamientos X, Y y un tornillo guía para Z. Algunas máquinas también tienen movimiento del eje X en el pórtico, pero mueven la cama (y el trabajo de impresión) para Y Como a diferencia de los cortadores láser, las velocidades de movimiento de la cabeza son bajas, los motores paso a paso se usan universalmente y no hay necesidad de usar servomotores en su lugar.
Muchas impresoras, originalmente aquellas influenciadas por el proyecto RepRap, hacen un uso extensivo de los componentes impresos en 3D en su propia construcción. Estos son típicamente bloques de conectores impresos con una variedad de orificios en ángulo, unidos por varillas roscadas de acero barato. Esto hace que una construcción que sea barata y fácil de ensamblar, permita fácilmente uniones de encuadre no perpendiculares, pero requiere acceso a una impresora 3D. La noción de ‘bootstrapping’ de impresoras 3D como esta ha sido una especie de tema dogmático dentro de los diseños RepRap. La falta de rigidez en la varilla también requiere triangulación o el riesgo de una estructura de pórtico que se flexiona y vibra en el servicio, lo que reduce la calidad de impresión.
Muchas máquinas ahora usan marcos semicerrados en forma de caja de madera contrachapada cortada con láser, plástico o chapa de acero prensada. Estos son baratos, rígidos y también se pueden usar como base para un volumen de impresión cerrado, permitiendo que el control de la temperatura dentro de él controle la deformación del trabajo de impresión.
Algunas máquinas usan coordenadas polares en su lugar, usualmente máquinas optimizadas para imprimir objetos con simetría circular. Estos tienen un movimiento de pórtico radial y un lecho giratorio. Si bien hay algunas ventajas mecánicas potenciales de este diseño para la impresión de cilindros huecos, su geometría diferente y el enfoque resultante no convencional para la planificación de la impresión todavía hacen que sigan siendo populares. Aunque es una tarea fácil para la planificación de movimiento de un robot convertir de coordenadas cartesianas a polares, obtener alguna ventaja de este diseño también requiere que los algoritmos de corte de impresión sean conscientes de la simetría rotacional desde el principio.
Impresoras Rostock
Se utiliza un enfoque diferente con las impresoras de patrones ‘Rostock’, basadas en un mecanismo de robot delta. Estos tienen un gran volumen de impresión abierto con un robot delta de tres brazos montado en la parte superior. Este diseño de robot se caracteriza por su baja inercia y su capacidad de movimiento rápido en un gran volumen. Sin embargo, la estabilidad y la ausencia de vibraciones al mover una cabeza de impresión gruesa en el extremo de los brazos delgados es un desafío técnico. Este diseño se ha favorecido principalmente como un medio para obtener un gran volumen de impresión sin un pórtico grande y pesado.
A medida que la cabeza de impresión se mueve, la distancia de su filamento de la bobina de almacenamiento a la cabeza también cambia, la tensión creada en el filamento es otro desafío técnico que se debe superar para evitar afectar la calidad de impresión.