3D 프린팅은 재료가 함께 첨가되어 (예 : 액체 분자 또는 분말 입자가 융합되는) 3 차원 물체를 만들기 위해 컴퓨터 제어하에 재료가 결합되거나 응고되는 다양한 프로세스 중 하나입니다. 3D 프린팅은 신속한 프로토 타이핑과 부가 제조 모두에 사용됩니다. 객체는 거의 모든 모양이나 기하 구조를 가질 수 있으며 일반적으로 3D 모델의 디지털 모델 데이터 또는 AMF (Additive Manufacturing File) 파일 (일반적으로 순차적 인 레이어)과 같은 다른 전자 데이터 소스를 사용하여 생성됩니다. 광 조형 기술 (SLA)이나 융착 모델링 (FDM)과 같은 많은 기술이 있습니다. 따라서 3D 인쇄 또는 Additive Manufacturing은 기존의 가공 공정에서 재고에서 제거 된 재료와 달리 일반적으로 레이어별로 재료를 연속적으로 추가하여 CAD (Computer-Aided Design) 모델 또는 AMF 파일에서 3 차원 객체를 작성합니다.
“3D 인쇄”라는 용어는 원래 잉크젯 프린터 헤드가있는 층 위에 바인더 재료를 분말 베드에 침착시키는 프로세스를 나타냅니다. 최근에이 용어는 광범위한 첨가제 제조 기술을 포괄하기 위해 널리 사용되는 용어로 사용됩니다. 미국과 세계적인 기술 표준은이 넓은 의미에서 공식적인 첨가제 제조법을 사용합니다.
일반 원칙
모델링
3D 인쇄 가능한 모델은 컴퓨터 지원 설계 (CAD) 패키지, 3D 스캐너 또는 일반 디지털 카메라 및 사진 측량 소프트웨어로 만들 수 있습니다. CAD로 작성된 3D 인쇄 모델은 오류를 줄이고 인쇄하기 전에 수정할 수 있으므로 인쇄하기 전에 개체 디자인을 확인할 수 있습니다. 3D 컴퓨터 그래픽의 기하학적 데이터를 준비하는 수동 모델링 프로세스는 조형과 같은 플라스틱 예술과 유사합니다. 3D 스캐닝은 실제 개체의 모양과 모양에 대한 디지털 데이터를 수집하여이를 기반으로 디지털 모델을 만드는 프로세스입니다.
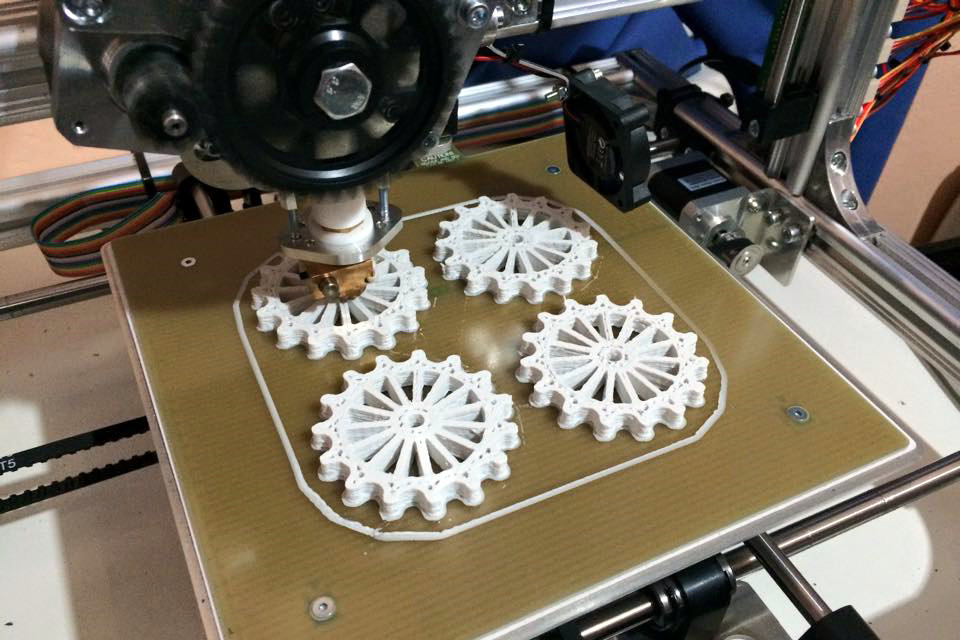
인쇄
용융 폴리머 증착을위한 RepRap “Prusa Mendel”3D 프린터를 사용하여 PLA로 만든 쌍곡면 오브젝트 (George W. Hart가 디자인 한)의 Timelapse 비디오
STL 파일에서 3D 모델을 인쇄하기 전에 먼저 오류를 검사해야합니다. 대부분의 CAD 응용 프로그램은 다음 유형의 출력 STL 파일에 오류를 생성합니다.
구멍;
법선에 직면한다.
자기 교차점;
소음 껍질;
매니 폴드 오류.
“복구”로 알려진 STL 생성 단계는 원래 모델에서 이러한 문제를 수정합니다. 일반적으로 3D 스캐닝을 통해 얻은 모델에서 생성 된 STL은 이러한 오류가 더 많습니다. 이것은 3D 스캐닝의 작동 방식 때문입니다. 포인트 투 포인트 (point to point) 수집으로 종종 사용되기 때문에 재구성에는 대부분의 경우 오류가 포함됩니다.
완성 된 STL 파일은 모델을 일련의 얇은 레이어로 변환하고 특정 유형의 3D 프린터 (FDM)에 맞는 지침을 포함하는 G 코드 파일을 생성하는 “슬라이서 (slicer)”라는 소프트웨어로 처리해야합니다. 프린터). 이 G 코드 파일은 3D 인쇄 클라이언트 소프트웨어 (G 코드를로드하여 3D 인쇄 프로세스 중에 3D 프린터에 지시하는 데 사용)로 인쇄 할 수 있습니다.
프린터 해상도는 층 두께 및 X-Y 해상도를 인치당 도트 수 (dpi) 또는 마이크로 미터 (μm)로 나타냅니다. 일부 장비는 16 μm (1600 DPI)만큼 얇은 레이어를 인쇄 할 수 있지만 일반적인 레이어 두께는 약 100 μm (250 DPI)입니다. X-Y 해상도는 레이저 프린터의 해상도와 비슷합니다. 입자 (3D 점)는 직경이 약 50 ~ 100 μm (510 ~ 250 DPI)입니다. 해당 프린터 해상도의 경우 메시 해상도 0.01-0.03 mm 및 코드 길이 ≤ 0.016 mm를 지정하면 주어진 모델 입력 파일에 대해 최적의 STL 출력 파일을 생성합니다. 높은 해상도를 지정하면 인쇄 품질이 향상되지 않고 더 큰 파일로 인쇄됩니다.
현대 방법으로 모델을 구성하는 데는 사용 된 방법과 모델의 크기와 복잡성에 따라 몇 시간에서 며칠이 걸릴 수 있습니다. 첨가제 시스템은 사용되는 기계의 유형과 동시에 생산되는 모델의 크기와 수에 따라 크게 다르지만 일반적으로이 시간을 몇 시간으로 단축 할 수 있습니다.
사출 성형과 같은 전통적인 기술은 고분자 제품을 대량으로 제조하는 데 비용이 덜 들지만, 비교적 적은 양의 부품을 생산할 때 첨가제 제조가 더 빠르고 유연하며 비용이 적게 듭니다. 3D 프린터는 디자이너와 개념 개발 팀에게 데스크탑 크기의 프린터를 사용하여 부품 및 개념 모델을 생산할 수있는 기능을 제공합니다.
다소 역설적이면서도 복잡한 객체는 덜 복잡한 객체보다 3D 인쇄 제작에 더 저렴할 수 있습니다.
행동 양식
3D 인쇄에는 많은 경쟁 기술을 사용할 수 있습니다. 그들의 주요 차이점은 조각을 만드는 데 다른 레이어가 사용되는 방식에 있습니다. 일부 방법은 선택적 레이저 소결 (SLS) 및 용융 증착 모델링 (FDM)과 같은 층을 생성하기 위해 재료를 용융 또는 연화시키는 반면 다른 기술은 서로 다른 기술로 응고 된 액체 재료를 증착합니다. 적층 물의 제조의 경우, 얇은 층이 절단되어 함께 성형 및 결합된다.
각 방법에는 장점과 단점이 있습니다. 이러한 이유로 일부 회사는 고객의 우선 순위에 따라 소재를 제조하기위한 재료로 분말과 고분자를 선택할 것을 제안합니다. 일반적으로 주요 고려 사항은 속도, 인쇄 된 프로토 타입의 비용, 3D 프린터의 비용, 재료의 선택 및 비용뿐 아니라 색상을 선택할 수있는 능력입니다.
| 종류 | 기술 | 기재 |
|---|---|---|
| 압출 | 용융 증착 (FDM)에 의한 모델링 | 열가소성 플라스틱 (예 : PLA, ABS, HDPE, 열가소성 폴리 우레탄 | TPU) 공융 금속, 식용 재료 |
| 방사 | 전자빔 제조 (EBF) | 거의 모든 합금 |
| 과립 | 레이저 직접 금속 소결 (DMLS) | 거의 모든 합금 |
| 전자빔 융합 (EBM) | 티타늄 합금 | |
| 선택적 열 소결 (SHS) | 열가 소성 분말 | |
| 선택적 레이저 소결 (SLS) | 열가소성 플라스틱, 금속 분말, 세라믹 분말 | |
| 바인딩 프로젝션 (DSPC) | 캐스트 | |
| 라미네이트 | 레이어 라미네이트 (LOM) | 종이, 알루미늄 호일, 플라스틱 코팅 |
| 광화학 물질 | 광 조형 기술 (SLA) | 광 중합체 |
| 자외선에 의한 광중합 (SGC) | 광 중합체 |
사출 인쇄
3D 인쇄 방법은 사출 인쇄 시스템으로 구성됩니다. 프린터는 부품의 단면 레이어를 펼쳐서 레이어 대 레이어 모델을 작성합니다. 이 과정은 모든 레이어가 인쇄 될 때까지 반복됩니다. 이 기술은 프로토 타입을 풀 컬러로 인쇄 할 수있는 유일한 기술이며, 여분 또는 돌출을 허용합니다.
플럭스 증착에 의한 모델링
이전에 압출 된 필라멘트를 사용하여, Stratasys가 개발 한 기술인 플럭스 증착 (flux deposition)에 의한 모델링은 노즐을 사용하여 용융 된 재료를지지 구조 위에 층 단위로 증착합니다. 전통적인 래피드 프로토 타이핑에서 널리 사용되며 저렴한 가격으로 국내에서 인기가 높습니다.
다른 접근법은 입상 기준으로 인쇄 매체를 선택적으로 융착시키는 것이다. 이러한 변형에서, 비 용융 매질은 생산 될 피스의 돌출부 및 얇은 벽에 대한 지지체로서 작용하며, 따라서 일시적인 보조 지지체의 필요성을 감소시킨다. 일반적으로 레이저는 매체를 소결하고 고체를 형성하는 데 사용됩니다. 이러한 예는 금속을 사용하는 선택적 레이저 소결 및 직접 레이저 금속 소결 (DMLS)입니다. 최종 변형은 LED 조명을 사용하여 고형화 된 합성수지를 사용하는 것으로 구성됩니다.
광경 화
스테레오 리소그래피
SLA 기술은 자외선 레이저에 의해 방출되는 빛에 노출 될 때 응고되는 액상 포토 폴리머 수지를 사용합니다. 이러한 방식으로, 고체 수지의 중첩 된 층이 생성되어 상기 대상을 생성한다.
자외선에 의한 광중합
자외선 광 중합, SGC에서, 액체 폴리머 용기는 제어 된 조건 하에서 DLP 프로젝터의 빛에 노출된다.노출 된 액상 중합체는 경화되고; 장착 판이 조금씩 아래쪽으로 이동하고 폴리머가 다시 빛에 노출됩니다. 이 과정은 모델이 구성 될 때까지 반복됩니다. 남아있는 액상 중합체는 용기에서 제거되어 고체 모형 만 남게됩니다.
광자 흡수에 의한 광중합
초소형 피처는 광자를 흡수하여 광 중합 메커니즘을 통해 3D 미세 가공 기술을 통해 얻을 수 있습니다. 이 변형에서 원하는 3D 물체는 레이저로 젤 블록에 그려집니다. 겔은 광 여기의 광학적 비선형 성으로 인해 레이저가 집중되는 장소에서만 경화되고 응고됩니다. 레이저 단계 후에, 남아있는 겔을 세척한다. 이 기술은 움직이는 부품의 복잡한 구조에서 고정식으로 쉽게 제조 할 수있는 100nm 미만의 크기를 제공합니다.
얼음으로 인쇄하기
최근에 처리 된 물의 제어 된 냉각에 의해 물질로서 얼음으로 실제의 3D 인쇄를 생성 할 수있는 기술이 개발되었다.
이 기술은 개발 단계의 기술이며 장기적인 이점은 아직 볼 수 없지만 공정 비용에 관계없이 인쇄를 수행하기 위해 특정 재료를 절약하는 것이 그 중 하나 인 것 같습니다.
기재
3D 프린터는 어떤 재료도 사용할 수 없으며 투명, 유색, 불투명, 유연, 강성, 고온 및 내식성과 같은 다양한 인쇄가 있습니다. 이러한 유형의 재료는 시각적 및 촉각 적 요구를 충족 시키며, 또한 매우 견디며 프로토 타입에 필요한 강도를 제공합니다. 우리 제품의 디자인은 우리가 사용해야하는 재료, 프린터 및 인쇄 될 과정을 선택하는 단계를 제공 할 것입니다. 잡지 Metal Actual에서 그들은 다음을 지적합니다 :
“시장에는 거의 모든 산업 분야에 적용 할 수있는 완벽한 프로토 타입 제작, 뛰어난 정밀도, 뛰어난 수준의 3D 인쇄가 가능한 3D 인쇄용 재료가 60 가지가 넘습니다.” (Andrea Ruiz, 2011, p.34).
가장 많이 사용되는 재료는 PLA 및 ABS와 같은 필라멘트 (filaments)라고 불리는 엔지니어링 플라스틱을 시뮬레이트하는 재료입니다. 필라멘트 PLA는 생분해 성 인 폴리 락트산으로 옥수수에서 추출됩니다. 그것은 그것의 자연 색상을 포함하여 여러 색상을 가지고 있으며, 반투명하고 제한된 색상이 있습니다. ABS는 싸고 좋은 마감 처리로 프로토 타이핑에 적합한 재료로 충격에 강하고 히트가 너무 강하며이 필라멘트는 다양한 색상을 포함합니다.
다른 재료는 수지입니다. 16 ABS보다 높은 해상도를 제공하며 폴리 프로필렌으로 제조 된 표준 플라스틱을 시뮬레이션하여 장난감, 배터리 상자, 자동차 부품 및 용기와 같이 경도, 유연성 및 저항이 필요한 모델에 이상적입니다.
ABS 재질을 사용하면 빨간색, 주황색, 노란색, 녹색, 파란색, 자주색, 흰색, 회색, 검은 색, 필라멘트의 자연 색과 같은 다른 색상을 찾을 수 있습니다.
PLA는 붉은 색, 분홍색, 주황색, 황색, 연한 녹색 및 강하고, 파란색, 검정색, 회색, 흰색, 자연색 등의 주요 색상이 있습니다.
자료 유형
필라멘트는 지름 (밀리미터)으로 특징 지어지며 대개 코일 (kg)로 판매됩니다. 주로 다음 재료로 구성됩니다 :
폴리 락트산 (PLA).
Laywoo-d3, 폴리 락트산과 유사한 목재 / 폴리머 복합체.
아크릴로 니트릴 부타디엔 스티렌 (ABS).
고 충격 폴리스티렌 (HIPS).
폴리에틸렌 테레 프탈레이트 (PET).
열가소성 엘라스토머 (TPE).
가장 많이 사용되는 나일론.
비정질 금속 (BGM).
마무리 손질
프린터에서 생성 된 해상도로 많은 응용 프로그램에서 충분하지만 표준 해상도로 원하는 개체를 약간 큰 크기로 인쇄 한 다음 고해상도 감산 프로세스로 재료를 제거하면 더 높은 정밀도를 얻을 수 있습니다.
모든 첨가제 제조 공정의 계층화 된 구조는 필연적으로 건물 플랫폼과 관련하여 만곡되거나 기울어 진 부품 표면의 변형 스테핑 효과를 초래합니다. 이러한 효과는 건물 내부의 부품 표면 방향에 크게 의존합니다.
ABS와 같은 인쇄 가능한 일부 중합체는 표면 마무리가 아세톤 또는 유사한 용제에 기반한 화학적 증기 공정을 사용하여 부드럽게되고 개선되도록합니다.
일부 첨가제 제조 기술은 부품을 구성하는 과정에서 여러 재료를 사용할 수 있습니다. 이 기술은 여러 색상과 색상 조합을 동시에 인쇄 할 수 있으며 반드시 페인팅 할 필요가 없습니다.
일부 인쇄 기술은 시공 중에 오버행 기능을 위해 내장형 지지대가 필요합니다. 이러한 지지대는 인쇄가 완료되면 기계적으로 제거되거나 용해되어야합니다.
모든 상용화 된 금속 3D 프린터는 증착 후 금속 기판에서 금속 성분을 절단합니다. GMAW 3D 프린팅을위한 새로운 프로세스로 인해 기판 표면을 수정하여 알루미늄 또는 강을 제거 할 수 있습니다.
프로세스 및 프린터
많은 수의 첨가제 공정이 가능합니다. 프로세스 간의 주요 차이점은 부품을 생성하기 위해 레이어가 증착되는 방식과 사용되는 재료에 있습니다. 각각의 방법에는 장점과 단점이 있기 때문에 어떤 회사는 물체를 만드는데 사용되는 재료에 대해 분말과 고분자를 선택할 수있는 이유가 있습니다. 다른 사람들은 때로 표준의 기성품 용지를 사용하여 내구성있는 프로토 타입을 제작합니다. 기계 선택의 주요 고려 사항은 일반적으로 속도, 3D 프린터의 비용, 인쇄 된 프로토 타입, 재료의 선택 및 비용 및 색상 기능입니다. 금속으로 직접 작동하는 프린터는 일반적으로 비쌉니다. 그러나 덜 비싼 프린터를 사용하여 금속 부품을 만드는 데 사용되는 금형을 만들 수 있습니다.
ISO / ASTM52900-15는 바인더 분사, 직접 에너지 증착, 재료 압출, 재료 분사, 분말 베드 융합, 시트 적층 및 VAT 광중합과 같은 7 가지 카테고리의 첨가제 제조 (AM) 프로세스를 정의합니다.
일부 방법은 재료를 녹이거나 연화시켜 층을 생성합니다. 융착 모델링 (Fused deposition modeling, FDM)으로 알려진 융합 필라멘트 제조에서, 모델 또는 부품은 작은 비드 또는 재료의 스트림을 압출하여 즉시 층을 형성하도록 경화시킨다. 열가소성, 금속 와이어 또는 다른 재료의 필라멘트가 재료를 가열하고 흐름을 켜고 끄는 압출 노즐 헤드 (3D 프린터 압출기)로 공급됩니다. FDM은 제조 될 수있는 형상의 변형이 다소 제한된다. 또 다른 기술은 레이어의 일부를 융합 한 다음 작업 영역에서 위쪽으로 이동하여 다른 레이어의 과립을 추가하고 조각이 만들어 질 때까지 프로세스를 반복합니다. 이 공정에서는 비 융착 된 미디어를 사용하여 생산중인 부품의 오버행 및 얇은 벽을 지원하므로 부품의 임시 보조 지지대가 필요하지 않습니다.
레이저 소결 기술에는 금속 및 폴리머와 함께 선택적 레이저 소결 및 직접 금속 레이저 소결이 포함됩니다. 선택적 레이저 용융은 분말 과립의 융합을 위해 소결을 사용하지 않지만 고 에너지 레이저를 사용하여 분말을 완전히 녹여 기존의 제조 금속과 유사한 기계적 특성을 지닌 층별 방법으로 완전히 밀집된 물질을 만듭니다. 전자빔 용융은 금속 부품 (예 : 티타늄 합금)에 대한 첨가제 제조 기술과 유사한 유형입니다. EBM은 금속 분말을 고 진공 하에서 전자빔으로 층별로 용융시켜 부품을 제조한다. 또 다른 방법은 잉크젯 3D 인쇄 시스템으로 구성되어 있으며, 한 번에 한 층의 분말 (석고 또는 수지)을 펼치고 잉크젯과 같은 공정을 사용하여 부품의 단면에 바인더를 인쇄하여 한 번에 하나의 모델을 만듭니다. 라미네이트 된 물체 제조의 경우, 얇은 층이 절단되어 함께 결합됩니다.
다른 방법은 광 조형과 같은 다른 정교한 기술을 사용하여 액체 재료를 경화시킵니다. 광중합은 액체로부터 고체 부분을 생산하기 위해 주로 광 조형 기술에 사용됩니다. Objet PolyJet 시스템과 같은 잉크젯 프린터 시스템은 부품이 완성 될 때까지 초박형 레이어 (16 ~ 30 μm 사이)의 빌드 트레이에 포토 폴리머 재료를 분사합니다. 각 포토 폴리머 레이어는 분사 후 UV 광선으로 경화되어 사후 경화없이 즉시 처리하고 사용할 수있는 완전히 경화 된 모델을 생산합니다. 초소형 기능은 다중 광자 광 중합에 사용되는 3D 미세 가공 기술로 만들 수 있습니다. 광 여기의 비선형 특성으로 인해 젤은 레이저가 집중된 장소에서만 고체로 경화되며 나머지 젤은 세척됩니다. 100 nm 이하의 피처 크기는 움직이는 부분과 맞물린 부분이있는 복잡한 구조뿐만 아니라 쉽게 생성됩니다. 또 다른 방법은 LED를 사용하여 고형화 된 합성수지를 사용하는 것입니다.
Mask-image-projection-based stereolithography에서 3D 디지털 모델은 일련의 수평면으로 분리됩니다. 각 슬라이스는 2 차원 마스크 이미지로 변환됩니다. 마스크 이미지는 그 다음 광경 화성 액상 수지 표면에 투사되고 광은 수지 상에 투사되어 레이어 모양으로 경화됩니다. 연속적인 액체 계면 생산은 액체 포토 폴리머 수지 풀로 시작됩니다. 풀 바닥의 일부는 수지를 고화시키는 자외선 ( “창”)에 투명합니다. 물체는 수지가 물체 밑으로 흘러 들어가 물체의 바닥과 접촉 할 수 있도록 천천히 상승합니다.파우더 – 피드 지향 에너지 증착에서, 고출력 레이저는 레이저 빔의 초점에 공급 된 금속 분말을 용융 시키는데 사용된다. 파우더 공급 직접 에너지 프로세스는 선택적 레이저 소결과 유사하지만 금속 파우더는 재료가 그 순간에 부품에 추가되는 경우에만 적용됩니다.
해상도 및 인쇄 허용 오차
인쇄 해상도와 허용 오차의 개념은 종종 혼합되어 겹쳐지고 심지어 교환됩니다. 일부 제조업체는 치수 정밀도와 같은 두 가지 개념을 모두 포함하는 용어를 선호합니다.
인쇄 허용 오차는 응고 또는 마무리 프로세스에 따라 달라질 수 있지만 3D 프린터의 해상도를 재료의 주입 또는 증착 전에 포지셔닝 용량 또는 거리 식별 능력으로 언급하는 것이 더 합리적입니다. 다른 개념으로 간주 할 수 있다는 좋은 증거는 인쇄 허용 오차가 종종 해상도보다 불리한 값을 제시한다는 것입니다.
어떤 경우에도 해상도는 레이어 두께로 표시 할 수 있지만 XY 평면에서는 인치당 도트 수 (dpi)로 지정할 수 있습니다. Objet Connex 인쇄 층과 같은 일부 기계는 16 미크론만큼 얇지 만 일반적인 층 두께는 100 마이크론 (0.1mm) 정도입니다. 20 XY 해상도는 기존 레이저 프린터의 해상도와 비슷합니다. 공정에서 입자를 사용하는 경우 입자는 직경이 50 ~ 100 마이크론 (0.05-0.1mm) 정도입니다.
최종 부품 공차는 위에 설명 된 해결책 외에도 사용 된 기술 및 재료에 따라 달라집니다. 그것은 조각의 치수 공차를 결정할뿐만 아니라 두께가 얇은 경우이 조각을 작동 가능하게 만들지 여부를 결정하기 때문에 인쇄 프로세스 및 장치 선택시 가장 중요한 매개 변수 중 하나입니다.
DIY 또는 저비용 장치의 현재 허용 한계는 약 0.1 – 0.2입니다. 치수 요구가 많은 작업의 경우 일부 제조업체는 수십 미크론 정도의 공차를 보장 할 수 있습니다.
제한
대부분의 공정은 비교적 열악한 표면 조건을 생성합니다. 다소 복잡한 연마 기술로 표면을 부드럽게하는 것이 종종 필요합니다. 최종 Tribofinition 단계는 부품의 모든 부피에서 표면 상태를 크게 개선합니다. 고성능 다이아몬드와 같은 분말은 15 ~ 20μm의 Ra를 보장합니다. 0.1 μm 또는 그 이상의 값에 도달하는 것이 가능합니다. 일부 3 차원 인쇄 기술은 “초 미세”입자 (나노 입자)를 방출합니다. 분말의 용융을 기반으로 한 금속 공정은 분말이 최종 부품에서 제대로 흡입되지 않으면 비교적 유해한 부품을 제공합니다. 현재 3D 프린팅 (2018)은 도핑 된 실리콘 (+, -)을 반도체 화하는 것을 가능하게하지 못한다.
장점
많은 유용한 재료. 프린터는 다재다능하지 않습니다. 하나의 재료 유형으로 만 설계되었습니다.
짧은 생산 시간 : 3D 인쇄에는 사전 제조 단계가 필요하지 않습니다.
매우 복잡한 형상의 제조 : 비 신생 내부 형상, 좁은 채널 또는 하우징, 복잡한 프로파일 등
고정 비용없이 제조 : 사전 산업화, 금형 제작, 템플릿 또는 특정 툴링 단계가 없습니다.
용어 및 표준화
첨가제 제조의 일반적인 영어 용어는 첨가제 제조 (AM)입니다. 이것은 ASTM 표준기구에 의해 “감광성 제조 방법과는 달리 대개의 경우 레이어 위에 3D 모델 데이터로부터 물체를 만드는 재료 조립 공정”으로 설명됩니다. 첨가제 제조는 이제 가열 노즐을 통한 와이어 융착 (FDM 또는 FFF 공정), 분말 모양의 기판 (3DP)에 바인더 분사, 재료 방울 투영 (Polyjet), 시트 또는 절단 판 (Stratoconception)으로부터의 층의 조립, 레이저 또는 UV 소스 (광 조형), 고출력 (레이저) (SLS) 및 레이저 에너지 흐름 (CLAD)에서의 분말 유동의 투영에 의한 중간 전원의 작용하에 분말 베드의 고형화.
응용 프로그램
현재의 시나리오에서, 3D 프린팅 또는 Additive Manufacturing은 성공적인 상업 기술이되기 위해 3D 인쇄 또는 Additive Manufacturing을 용이하게하는 제조, 의료, 산업 및 사회 문화 부문에서 사용되었습니다. 첨가제 제조의 가장 초기 적용은 제조 스펙트럼의 도구실 끝에있었습니다. 예를 들어 래피드 프로토 타이핑은 초기 첨가제 중 하나였으며, 그 임무는 CNC 밀링, 터닝 및 선삭과 같은 감산 툴 룸 방법으로 만 수행 된 새로운 부품 및 장치의 프로토 타입 개발에 소요되는 시간과 비용을 줄이는 것이 었습니다. 정밀 연삭. 2010 년에는 첨가제 제조가 훨씬 더 많이 생산에 들어갔다.
교육
교육 분야의 응용 프로그램은 끝이 없으므로 학생들이 추상적 인 개념을 이해하고 시각화 할 수 있습니다. 사회, 자연 과학, 수학, 예술, 역사 및 기술 분야의 응용 프로그램은 교육적 활동에 혁명을 일으킬 수 있습니다.
일반 사항
일반적인 응용 프로그램에는 디자인 시각화, 프로토 타이핑 / CAD, 아키텍처, 교육, 건강 및 엔터테인먼트가 포함됩니다. 다른 응용 분야로는 고생물학의 화석 재건, 고고학의 골동품 또는 특수 가치 복제 및 법의학 및 병리학에서의 뼈와 신체 부위의 재건이 포함됩니다.
식품
Foodini와 ChefJet은 가장 유명한 3D 식품 프린터입니다. 기술 자체는 일부 프로세스를 대체하고 형태와 구성 모두에서 재료를 사용자 정의 할 수 있습니다. 그것에 종사하고있는 사슬의 일부는 펩시 코, 단 빵과 바릴 라입니다. 초콜릿과 설탕과 함께 가장 일반적으로 사용되는 성분이지만 미세 조류의 대량으로 만든 음식의 생성을 강조합니다.
고고학
3D 스캐닝 기술을 사용하면 몰딩 프로세스를 사용하지 않고도 실제 객체를 복제 할 수 있습니다. 대부분의 경우 비용이 많이 들고 어렵고 침해가 될 수 있습니다. 특히, 성형 물질과의 직접 접촉이 원래 대상의 표면을 손상시킬 수있는 고 문화적 가치가있는 고고 학적 유물과 관련됩니다.
음악
3D 인쇄는 도구 개발에있어 중요한 역할을합니다. 새로운 악기 또는 라우드 스피커의 제작 및 사용자 정의가 가능합니다.
예를 들어, Odd는 나일론 인쇄 기타를 제조합니다. 3DVarius는 유명한 Stradivarius 모델에서 영감을 얻은 전기 플라스틱 바이올린을 만듭니다. 회사 SYOS (Shape Own Own Sound)는 뮤지션의 가능성과 스타일에 맞게 사용자 지정 색소폰 마우스 피스를 제작합니다.
미술
최근에 3D 프린팅 기술의 사용이 제안되었습니다. 아티스트들은 3D 프린터를 다양한 방식으로 사용했습니다. 런던 디자인 페스티벌에서 Murray Moss가 개발하고 3D 인쇄를 목표로 한 몽타주가 Victoria and Alberto Museum에서 열렸습니다. 설치는 산업 혁명 2.0 : Material World가 어떻게 새롭게 구체화 될 것인가라고 불려졌습니다.
건축물
3D 인쇄 기술을 사용하면 매우 작은 세부 사항을 고려하여 시간을 절약하면서 매우 정확한 방식으로 빌드 할 수 있습니다. 많은 건축 회사들이 특히 모델 제작시 3D 인쇄 기술의 잠재력을 발견했습니다.
유행
또한 Filaflex와 같은 소재에 3D 인쇄 의류가 부족하지 않습니다. Karl Lagerfeld, Iris van Herpen, Melinda Looi 및 Danit Peleg와 같은 디자이너를 사로 잡은 기술. 사실 3D 패션 데이 (3D Fashion Day)라는 컨테스트가 있습니다. 이 유형의 가장 주목할만한 프린터 중에는 스페인 기계가 승리합니다.
무기와 군대
미 육군의 특수 작전 사령부는 표준 선적 컨테이너에 들어갈 수있는 “8 개의 모바일 공장”을 건설합니다. 이 공장들은 성공적인 실험 인 MPH를 기반으로합니다. 이러한 유형의 “마이크로 공장”은 입체적인 인쇄 기술을 갖춘 공장 아이디어의 절정입니다.
항공학
Airbus의 모회사 인 EADS는 3 차원 인쇄 기술 (ALM 가능 : 첨가제 층 제조)으로 항공기의 모든 부품을 생산할 계획을 가지고 있습니다. Airbus는 A350 XWB와 같은 3D 인쇄 프로세스 덕분에이 항공기 부품을 이미 생산하고 있습니다. 항공 분야에서 귀중한 것은 전통적인 수제 제품에 비해 30-55 % 경량 부품입니다. A350은 이미 이와 같은 방식으로 제조 된 1000 개 이상의 부품을 채택했습니다.
의학 및 연구
의학 분야는 또한 뼈와 유사한 소재 또는 보철물과 인공 보철물 (인공 엉덩이, 치과 보청기 및 개인 보청기) 및 개인화 된 외골격의 생성과 함께 3D 인쇄의 이점을 얻습니다. 최근 AECS (울릉공 대학교) 연구진은 손상된 부위에 줄기 세포 (신경, 근육, 뼈)를 인쇄 할 수있는 연필, BioPen을 설계했습니다.
개인 및 공장 실험실
수요를 창출하고 웹 서비스 비전을 채택하는 3 차원 인쇄 회사의 경우 : 웹 사이트, 지불, 인쇄, 조립 (조립) 및 완성품 발송에 대한 특별 계획 발송. 동시에 Fab-lab은 3D 기술을 민주화하고 2013 년에는 프랑스의 Productive Recovery Ministry가 3D 인쇄 기계를 사용하여 fab-labs (또는 첨가물 제조 실험실)를 지원했습니다.
산업 공정
연속 액체 인터페이스 생산 (CLIP)
액체 수지는 자외선 이미지를 사용하여 고체화되어 산소 함량이 조절되는 환경에서 광중합을 일으 킵니다. Carbon3D에 의해 소개 된 CLIP 인쇄는 광 조형 기술에서 잘 알려진 부가 공정에 영감을 받았습니다. 레이저 대신에 이미지를 사용하면 인쇄 기술이 시장에서 가장 빠르다. 같은 크기의 물체에서 몇 시간이 아닌 몇 분으로 인쇄 시간이 단축된다.
EBM (전자빔 용융)
레이저 용융 (Selective Laser Melting)과 유사한 과정으로,이 방법은 전자빔을 사용하여 유사한 치수의 조각을 제공하지만 이들의 특성에 약간의 변화가 있습니다.
FDM (융착 모델링)
이 기술은 폴리머의 소성 온도에 따라 160 ~ 400 ° C 범위의 온도로 가열 된 노즐 (또는 압출기)을 통해 열가소성 필라멘트 (일반적으로 플라스틱 유형 ABS 또는 PLA)를 녹이는 방법입니다. 약 1/10 밀리미터의 직경을 갖는 용융 된 와이어가 모델 상에 증착되고 이전 층의 재 용융에 의해 접착된다.
Fused Deposition Modeling은 2012 년에 공개 된 기술 (Stratasys)의 발명가의 상표입니다.
FTI (필름 전사 이미징)
photopolymer 수지의 레이어로 코팅 된 투명 필름은 기계에 통합 된 비디오 프로젝터의 앞에 배치됩니다, 투영 된 2D 컷의 이미지는 수지를 경화시킵니다. 생산 용 트레이는 두께가 감겨 있으며, 투명 필름이 카트리지에서 왕복 이동하여 액상 수지의 새로운 층을 받으면 다음 2D 컷의 이미지가 그 위에 투영됩니다. 조각은 층별로 재구성됩니다.
MJM (다중 분사 모델링)
이 기술은 두께가 2/100에서 4/100 mm 인 잉크젯 프린터와 동일한 방식으로 수지 (플라스틱 유형 아크릴 레이트 또는 폴리 프로필렌) 액체 층을 증착하는 것으로 구성됩니다.
2014 년 BMW France는 이벤트 운영을 위해 MJM을 사용하여 특이한 소형 자동차를 제작합니다.
SLA (스테레오 리소그래피 장치)
이 기술은 일반적으로 레이저 빔 처리에 민감한 특수 수지를 사용합니다. 각 고형화 층의 끝 부분에서 레이저는 경화 수지를 계속 가열하여 완전한 물체를 형성합니다. 이 기술은 투명한 석영 실리카 유리를 인쇄하는 것을 가능하게한다.
SLM (선택적 레이저 용융)
이것은 금속 부품 제조에 가장 많이 사용되는 기술입니다. 그것은 정밀도와 치수 사이에 좋은 타협을 제공합니다. 그의 프랑스 이름은 Fusion Laser입니다.
레이저 빔 용융 (Laser Beam Melting), 직접 금속 레이저 소결 (Direct Metal Laser Sintering)의 사용은 동일한 공정을 의미합니다.
SLS (선택적 레이저 소결)
이 기술은 광 조형 기술과 유사하지만 가루가 사용됩니다 (액체 광 중합체 대신). 강력한 레이저는 소결로 분말 표면과 응집체를 이전 층으로 국부적으로 응고시킵니다. 새로운 분말 층이 펼쳐지고 과정이 다시 시작됩니다.
DMD (Direct Metal Deposition)
이 방법은 일반적으로 레이저 빔에 의한 용융 금속 분말의 투영과 관련이있다. 두 개의 추가 축으로 복잡한 모양에 적응할 수 있습니다. 금속 부품 제조의 경우 레이저 융합의 전구체입니다.
!