تصنيع الفتيل المصهور (FFF) هو عملية طباعة ثلاثية الأبعاد تستخدم خيوطًا مستمرة من مادة لدن بالحرارة. يتم تغذية هذا من لفائف كبيرة ، من خلال رأس الطارد متحرك ، ساخنة. يتم إخراج المواد المنصهرة من فوهة رأس الطباعة وترسب على قطعة العمل المتزايدة. يتم تحريك الرأس ، تحت تحكم الكمبيوتر ، لتحديد الشكل المطبوع. عادة ما يتحرك الرأس في طبقات ، ويتحرك في بعدين لإيداع مستوى أفقي واحد في كل مرة ، قبل أن يتحرك إلى أعلى قليلاً لبدء شريحة جديدة. يمكن أيضًا التحكم في سرعة رأس الطارد ، لإيقاف وبدء الترسيب وتشكيل طائرة متقطعة بدون توتر أو مراوغة بين المقاطع. لقد صاغ أعضاء مشروع RepRap تلفيق خيوط منصهر لإعطاء عبارة من شأنها أن تكون غير مقيدة من الناحية القانونية في استخدامها ، نظرا لبراءات الاختراع التي تغطي النمذجة ترسب تنصيف (FDM).
أصبحت عملية طباعة الشعيرات المزودة الآن أكثر العمليات شيوعًا (حسب عدد الأجهزة) للطباعة ثلاثية الأبعاد للصف الهواة. التقنيات الأخرى مثل البلمرة الضوئية وتلبيد البودرة قد تقدم نتائج أفضل ، ولكن تكاليفها تزداد بشكل كبير.
يعتبر رأس الطابعة ثلاثية الأبعاد أو طابعة الطارد ثلاثية الأبعاد جزءًا في الطباعة من نوع مواد البثق المسؤولة عن انصهار المواد الخام وتشكيلها في صورة مستمرة. يتم بثق مجموعة متنوعة من المواد ، بما في ذلك اللدائن الحرارية مثل أكريلونيتريل بوتادين ستايرين (ABS) ، وحمض polylactic (PLA) ، والبوليستيرين عالي التأثير (HIPS) ، والبولي يوريثين الحراري (TPU) ، وبولي أميدات الأليفاتية (النايلون) ، ومؤخرًا PEEK. يمكن أن يتم بثق مواد تشبه اللصق مثل السيراميك والشوكولاته باستخدام عملية الفتيل المصهور وطارد اللصق.
المقدمة
التصنيع الإضافي (AM) ، والذي يشار إليه أيضًا بالطباعة ثلاثية الأبعاد يتضمن تصنيع جزء من خلال ترسيب طبقة المواد حسب الطبقة. هناك مجموعة واسعة من تقنيات AM المختلفة التي يمكن أن تشكل طبقة جزئية حسب الطبقة ، بما في ذلك بثق المواد ، والنفثات الرابطة ، ونفث المواد وترسيخ الطاقة الموجهة.
تحتوي هذه العملية على أنواع مختلفة من البثق وقذف مواد مختلفة لتحقيق المنتج النهائي باستخدام إضافة المواد لكل طبقة طبقة. تعد الطابعة ثلاثية الأبعاد Liquefier هي المكون المستخدم في الغالب في الطباعة من نوع مواد البثق.
قذف
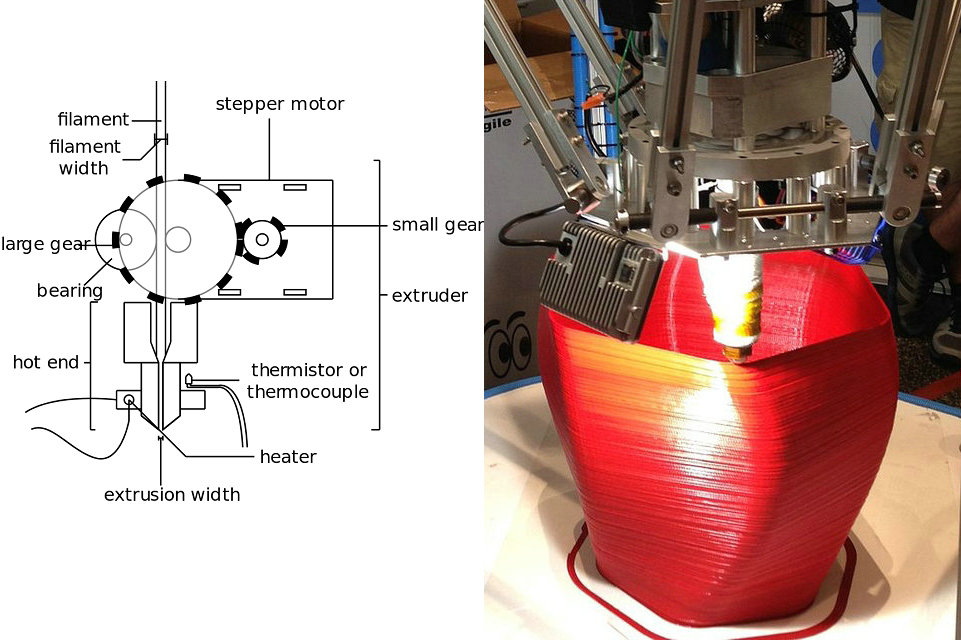
يتضمن البثق في الطباعة ثلاثية الأبعاد باستخدام بثق المواد نهاية باردة ونهاية ساخنة.
إن الطرف البارد هو جزء من نظام الطارد الذي يسحب ويغذي المادة من البكرة ، ويدفعها نحو النهاية الساخنة. أما الطرف البارد فهو في الغالب عبارة عن عزم دوران قائم على أساس التروس أو الأسطوانة على المادة والتحكم في معدل التغذية عن طريق محرك السائر. وبهذه الطريقة يتم التحكم في معدل العملية.
إن الجزء الساخن هو الجزء النشط الذي يستضيف أيضاً السائل المسيّل للطابعة ثلاثية الأبعاد التي تذوب الشعيرة. إنه يسمح للبلاستيك المنصهر بالخروج من فوهة صغيرة لتشكيل حبة رفيعة ومشرقة من البلاستيك تلتصق بالمواد الموضوعة عليها. يتكون النهاية الساخنة من غرفة التدفئة وفوهة. يبلغ قطر الفتحة (فوهة) قطرها بين 0.3 مم و 1.0 مم. يتم استخدام أنواع مختلفة من الفوهات وطرق التسخين وفقًا للمادة المراد طباعتها.
يمكن أن تحتوي بعض أنواع آلات الطباعة ثلاثية الأبعاد على نوع مختلف من أنظمة البثق التي قد لا تحتوي على حجرة تسخين – يتم توفير الحرارة من مصدر آخر ، مثل الليزر.
جبل xtruder لبقية الجهاز
تطورت طرق بثق على بقية الجهاز تطورت مع مرور الوقت في معايير التركيب غير الرسمية. تشمل هذه المعايير غير الرسمية ما يلي:
المحور العمودي X قياسي
جبل الطارد سريعة التركيب
OpenX mount
إلخ
تسمح معايير العوامل هذه باختبار تصميمات الطارد الجديدة على إطارات الطابعة الموجودة ، وتصميمات إطارات جديدة للطابعات لاستخدام الطاردات الموجودة.
النمذجة ترسب تنصهر
نمذجة ترسيبات المنصهر (FDM) هي تقنية تصنيع مضافة (AM) شائعة الاستخدام في تطبيقات النمذجة ، والنماذج ، والإنتاج ، باعتبارها علامة تجارية لشركة Stratasys Inc .. وهي واحدة من التقنيات المستخدمة للطباعة ثلاثية الأبعاد. FDM يعمل على مبدأ “المضافة” عن طريق وضع المواد في طبقات. يتم مسح خيوط بلاستيكية أو سلك معدني من لفائف وإمدادات المواد لإنتاج جزء. وهكذا ، تُعرف FDM أيضًا باسم تقنية AM صلبة.
التاريخ
قام سكوت كرومب في أواخر الثمانينات بتطوير نمذجة ترسيب مدمج (FDM) وتم تسويقه في عام 1990 بواسطة Stratasys. مع انتهاء صلاحية براءة الاختراع الأمريكية 5121329 A على هذه التكنولوجيا ، يوجد الآن مجتمع تنمية مفتوح المصدر كبير (يسمى RepRap) ، فضلاً عن المتغيرات التجارية والدينية ، والتي تستخدم جميعها هذا النوع من الطابعات ثلاثية الأبعاد. وقد أدى هذا إلى انخفاض سعر اثنين من حيث الحجم منذ إنشاء هذه التكنولوجيا.
معالجة
يبدأ FDM بعملية برمجية تقوم بمعالجة ملف STL (تنسيق ملف STereoLithography) ، تقطيعها رياضيًا وتوجيه النموذج لعملية الإنشاء. إذا لزم الأمر ، يمكن إنشاء هياكل الدعم. يمكن للآلة الاستغناء عن مواد متعددة لتحقيق أهداف مختلفة:
يمكن للمرء أن يستخدم مادة واحدة لبناء النموذج.
استخدم آخر كهيكل دعم قابل للذوبان.
يمكن للمرء استخدام ألوان متعددة من نفس النوع من بالحرارة على نفس الطراز.
يتم إنتاج النموذج أو الجزء عن طريق بثق خيوط صغيرة مسطحة من المادة المنصهرة لتشكيل طبقات كما تصل المادة مباشرة بعد عملية البثق من الفوهة.
يتم تفكيك خيوط بلاستيكية من اللولب وتزويد المواد إلى فوهة بثق يمكنها تشغيل التدفق وإيقافه. عادة ما يكون هناك محرك دقيق يتحكم في الفتيل في الفوهة.
يتم تسخين الفوهة لإذابة المادة. يتم تسخين اللدائن الحرارية بشكل جيد بعد درجة حرارة انتقالها الزجاجية ثم يتم ترسيتها برأس البثق.
يمكن نقل الفوهة في كلا الاتجاهين الأفقي والعمودي بواسطة آلية يتم التحكم فيها رقميًا. يتبع الفوهة مسار أداة يتم التحكم فيه بواسطة حزمة برامج التصنيع بمساعدة الكمبيوتر (CAM) ، والجزء مبني من الأسفل إلى الأعلى ، طبقة واحدة في كل مرة. تستخدم محركات السائر أو المحركات المؤازرة عادة لنقل رأس البثق. الآلية المستخدمة غالباً تصميم XYZ مستقيمة ، على الرغم من أن التصاميم الميكانيكية الأخرى مثل deltabot تم استخدامها.
على الرغم من أن تقنية FDM مرنة كتقنية للطباعة ، وأنها قادرة على التعامل مع الأجزاء الصغيرة من الدعم من الطبقات السفلى ، إلا أن FDM لديها بعض القيود على منحدر التراكب ، ولا يمكنها إنتاج الهوابط غير المدعومة.
تتوفر مواد لا تعد ولا تحصى مثل Acrylonitrile Butadiene Styrene (ABS) ، Polylactic acid (PLA) ، Polycarbonate (PC) ، Polyamide (PA) ، Polystyrene (PS) ، lignin ، والمطاط ، ضمن أشياء أخرى كثيرة ، مع مقايضات مختلفة بين القوة وخصائص درجة الحرارة. بالإضافة إلى ذلك ، قد يؤثر لون مادة حرارية معينة على قوة الكائن المطبوع. في الآونة الأخيرة ، قامت شركة ألمانية بالكشف لأول مرة عن الإمكانية التقنية لمعالجة الحبيبات الخيطية الحبيبية في شكل خيوط وقطع طباعة ثلاثية الأبعاد من مادة الفتيل باستخدام تقنية FDM.
أثناء FDM ، يتعرض البوليمر المصهور الساخن للهواء. إن تشغيل عملية FDM داخل جو غاز خامل مثل النيتروجين أو الأرجون يمكن أن يزيد بشكل ملحوظ من التصاق الطبقة ويؤدي إلى تحسين الخواص الميكانيكية للكائنات المطبوعة ثلاثية الأبعاد. يتم استخدام غاز خامل بشكل روتيني لمنع الأكسدة أثناء تلبيد الليزر الانتقائي.
العملية العامة
إن هندسة تدفق الطارد ، وطريقة التسخين وسلوك تدفق الذوبان لسائل غير نيوتوني هي من الاعتبارات الرئيسية في الجزء.
يتم توفير خيوط بلاستيكية من بكرة ، إما المتاحة تجاريا أو المنزل الصنع ، وتغذى في السائل المسال حيث يتم ذاب. ثم يتم بثق هذا الذوبان بواسطة فوهة في حين أن خيوط واردة ، لا تزال في مرحلة صلبة ، بمثابة “المكبس”.
يتم تركيب الفوهة على مرحلة ميكانيكية ، والتي يمكن نقلها في الطائرة xy. عندما يتم تحريك الفوهة على الطاولة في هندسة محددة ، فإنها ترسب حبة رقيقة من البلاستيك المبثوق ، تسمى “الطريق” ، والتي تتعزز بسرعة عند ملامستها مع الركيزة و / أو الطرق المودعة في وقت سابق.
يتم إنشاء طبقات صلبة باتباع حركة تنقيط حيث يتم ترسيخ الطرق جنبًا إلى جنب داخل حدود مجال تغليف.
بمجرد اكتمال الطبقة ، يتم خفض المنصة في اتجاه z لبدء الطبقة التالية. تستمر هذه العملية حتى يتم الانتهاء من تصنيع الكائن.
من الضروري تحقيق الترابط الناجح للطرق في عملية التحكم في البيئة الحرارية. لذلك ، يتم الاحتفاظ بالنظام داخل حجرة ، يتم الحفاظ عليها عند درجة حرارة أقل بقليل من نقطة انصهار المواد التي يتم ترسبها.
علوم فيزيائية
أثناء البثق يتم إدخال خيوط لدن بالحرارة بواسطة الضغط الميكانيكي من البكرات ، إلى السائل ، حيث يذوب ثم يتم قذفه. إن البكرات هي آلية القيادة الوحيدة في نظام تسليم المواد ، وبالتالي فإن الفتيل يكون تحت ضغط الشد في الاتجاه العلوي للأسطوانة وتحت ضغط في الجانب المجرى السفلي يعمل كمكبس. ولذلك ، فإن الضغط الانضغاطي هو القوة الدافعة وراء عملية البثق.
يجب أن تكون القوة المطلوبة لإذابة الذوبان كافية للتغلب على انخفاض الضغط عبر النظام ، والذي يعتمد بشكل صارم على الخصائص اللزجة للمواد المذابة وهندسة التدفق الخاصة بالسيلفر والفوهة. تخضع المادة المذابة لقص التشوه أثناء التدفق. لوحظ سلوك القص الخفيف في معظم المواد المستخدمة في هذا النوع من الطباعة ثلاثية الأبعاد. تم تصميم هذا النموذج باستخدام قانون السلطة للسوائل النيوتونية المعممة.
يتم تنظيم درجة الحرارة من خلال إدخال الحرارة من سخانات اللولب الكهربائية. يقوم النظام باستمرار بتعديل الطاقة الموردة للملفات وفقا لفرق درجة الحرارة بين القيمة المطلوبة والقيمة التي يتم اكتشافها من خلال المزدوجات الحرارية ، مما يشكل حلقة تغذية مرتدة سلبية. هذا مشابه لمعدل التدفق الحراري في الأنبوب الأسطواني.
تطبيقات تجارية
يستخدم FDM ، وهو شكل بارز من النماذج الأولية السريعة ، في إنتاج النماذج الأولية والتصنيع السريع. تسهل النماذج الأولية السريعة الاختبار التكراري ، وللعمليات السريعة جدًا ، يمكن أن يكون التصنيع السريع بديلاً رخيص التكلفة نسبيًا.
تستخدم FDM اللدائن الحرارية PLA ، ABS ، ABSi ، polyphenylsulfone (PPSF) ، polycarbonate (PC) ، PETG و Ultem 9085 ، وغيرها. وتستخدم هذه المواد لخصائصها المقاومة للحرارة. كما تعرض Ultem 9085 مثبطات النار مما يجعلها مناسبة لتطبيقات الطيران والطيران.
كما يستخدم FDM في نماذج السقالات لتطبيقات هندسة الأنسجة الطبية.
التطبيقات المجانية
يبذل العديد من المشاريع والشركات جهودًا لتطوير طابعات ثلاثية الأبعاد بأسعار معقولة للاستخدام المكتبي المنزلي. وقد كان الدافع وراء الكثير من هذا العمل واستهدافها في المجتمعات المتبنية DIY / متحمس / في وقت مبكر ، مع روابط إضافية إلى المجتمعات الأكاديمية والقراصنة.
يعد RepRap أحد أطول المشاريع تشغيلًا في فئة سطح المكتب. يهدف مشروع RepRap إلى إنتاج طابعة ثلاثية الأبعاد حرة ومفتوحة المصدر (FOSH) ، والتي يتم إصدار مواصفاتها الكاملة بموجب رخصة جنو العمومية العامة ، والتي هي قادرة على تكرار نفسها عن طريق طباعة العديد من الأجزاء (البلاستيك) الخاصة بها لخلق المزيد الآلات. وقد ثبت بالفعل أن النسخ الاحتياطية قادرة على طباعة لوحات الدوائر والأجزاء المعدنية.
فاب @ هوم هو مشروع آخر للمعدات مفتوحة المصدر لطابعات DIY ثلاثية الأبعاد.
بسبب أهداف FOSH RepRap ، استخدمت العديد من المشاريع ذات الصلة تصميمها للإلهام ، وخلق نظام بيئي من الطابعات ثلاثية الأبعاد ذات الصلة أو المشتقة ، ومعظمها أيضا تصاميم مفتوحة المصدر. إن توفر هذه التصميمات المفتوحة المصدر تعني أن أنواع الطابعات ثلاثية الأبعاد سهلة الإختراع. تختلف جودة وتعقيد تصاميم الطابعة ، بالإضافة إلى جودة المجموعة أو المنتجات النهائية ، بشكل كبير من مشروع إلى آخر. يكتسب هذا التطور السريع للطابعات ثلاثية الأبعاد مفتوحة المصدر اهتمامًا في العديد من المجالات حيث إنه يتيح التخصيص المفرط واستخدام تصميمات النطاقات العامة لتصنيع التقنية المناسبة للبرامج مفتوحة المصدر. ويمكن لهذه التكنولوجيا أيضا أن تساعد المبادرات في مجال التنمية المستدامة حيث أن التكنولوجيات تكون سهلة واقتصادية مصنوعة من الموارد المتاحة للمجتمعات المحلية.
تكلفة الطابعة ثلاثية الأبعاد
لقد انخفضت تكلفة الطابعات ثلاثية الأبعاد بشكل كبير منذ عام 2010 ، حيث تكلف الآلات التي كانت تكلف 20 ألف دولار الآن أقل من 1000 دولار. على سبيل المثال ، اعتبارًا من عام 2017 ، تبيع العديد من الشركات والأفراد أجزاءً لتصميم تصاميم مختلفة من RepRap ، وتبدأ الأسعار من حوالي 99 جنيهًا إسترلينيًا / 100 دولارًا أمريكيًا. وتبلغ تكلفة طابعة FDM المكتبية الأكثر مبيعاً ، Prusa i3 MK2 ، 900 دولار أمريكي مجمعة أو 600 دولار أمريكي لطقم تجميع ذاتي.
قام مشروع Fab @ Home مفتوح المصدر بتطوير طابعات للاستخدام العام مع أي شيء يمكن سحبه من خلال فوهة ، من الشوكولاتة إلى مانع التسرب السيليكون والمواد الكيميائية المتفاعلة. تتوفر الطابعات التي تتبع تصاميم المشروع من الموردين في مجموعات أو في شكل تم تجميعه مسبقًا منذ عام 2012 بأسعار في نطاق 2000 دولار أمريكي.
تعد طابعات LulzBot ثلاثية الأبعاد المصنّعة بواسطة Aleph Objects مثالاً آخر على تطبيق مفتوح المصدر لتقنية نمذجة ترسيب الصهر. النموذج الرائد في خط LulzBot ، تستلهم طابعة TAZ تصميمها من طرازي RepRap Mendel90 و Prusa i3. تعد طابعة LulzBot 3D الطابعة الوحيدة حاليًا في السوق التي حصلت على شهادة “احترام حريتك” من مؤسسة البرمجيات الحرة.
بدءًا من سبتمبر 2018 ، أصبحت طابعات RepRap ذات النمط متوفرة بسهولة في شكل مجموعة من خلال متاجر التجزئة عبر الإنترنت مثل Amazon و eBay. تأتي هذه المجموعات كاملة مع جميع الأجزاء اللازمة لعمل طابعة تعمل ، غالبًا ما تتضمن ملفات إلكترونية لطباعة الاختبار بالإضافة إلى كمية صغيرة من خيوط PLA. إحدى الطابعات الشائعة لهذا الصنف هي Anet A8 ، التي تتكلف أقل من 200 دولار أمريكي ، وهي قادرة بسهولة على طباعة الأشياء عند تجميعها. تستغرق عملية التجميع من 6 إلى 8 ساعات تقريبًا وتوثيقها جيدًا على مواقع الفيديو مثل YouTube.
تطوير
وقد زاد التخصيص والطلب على المنتجات المدعومة من العملاء لتوفير التكاليف والوقت من الاهتمام بخفة الحركة في عملية التصنيع. وقد أدى ذلك إلى تحسينات في تقنيات RP وعلى وجه الخصوص لنمذجة ترسيب الوهن. يتم تطوير الطاردات بسرعة بسبب حركة الطابعة ثلاثية الأبعاد مفتوحة المصدر الناتجة عن منتجات مثل RepRap. وينظر إلى التحسينات المتسقة في شكل زيادة درجة حرارة التسخين من السائل ، والتحكم في كل شيء ودقة العملية وتحسين الدعم لمجموعة واسعة من المواد للطباعة ، بما في ذلك السيراميك.
تطورت طرق بثق الماكينة على الماكينة أيضًا بمرور الوقت إلى معايير تركيب غير رسمية. تتضمن هذه المعايير غير الرسمية معيار عمودي X المحور ، وحامل الطارد Quick-fit ، وحامل OpenX ، إلخ.
رأس الطباعة الحركية
غالبية الطابعات الشعيرة تنصهر اتبع نفس التصميم الأساسي. يتم استخدام سرير مسطح كنقطة بداية لشغل الطباعة. يحمل جسر فوق هذا الرأس رأس الطباعة المتحركة. تم تصميم تصميم القنطرية للحركة في الغالب في اتجاهات X & Y الأفقية ، مع صعود بطيء في اتجاه Z حيث تتم طباعة القطعة. محركات السائر تحرك الحركة من خلال إما محملات القيادة أو محركات أقراص مسننة. من الشائع ، بسبب الاختلافات في سرعة الحركة ، استخدام أحزمة مسننة لمحرك X ، Y ، و leadcrow لـ Z. بعض الأجهزة لديها أيضاً حركة محور X على الرافعة ، لكن حرك السرير (ووظيفة الطباعة) لـ Y كما ، على عكس قواطع الليزر ، فإن سرعات حركة الرأس منخفضة ، وتستخدم محركات السائر عالميا وليس هناك حاجة لاستخدام محركات مؤازرة بدلا من ذلك.
تستخدم العديد من الطابعات ، تلك التي تأثرت في الأصل بمشروع RepRap ، الاستخدام المكثف للمكونات المطبوعة ثلاثية الأبعاد في بنائها الخاص. عادة ما تكون هذه الكتل المطبوعة مطبوعة مع مجموعة متنوعة من الثقوب الزاويّة ، مع قضيب فولاذي منخفض. وهذا يجعل البناء رخيصًا وسهل التجميع ، ويسمح بسهولة بمفكات الإطارات غير المتعامدة ، ولكنه يتطلب الوصول إلى طابعة ثلاثية الأبعاد. لقد كان مفهوم الطابعات ثلاثية الأبعاد “bootstrapping” مثل هذا موضوعًا عقائديًا في تصميمات RepRap. كما يتطلب عدم وجود صلابة في القضيب إما التثليث ، أو يعطيك خطر هيكل جسري ينثني ويهتز في الخدمة ، مما يقلل من جودة الطباعة.
تستخدم العديد من الآلات الآن إطارات شبه مغلقة على شكل صندوق إما من الخشب الرقائقي المقطوع بالليزر أو من البلاستيك أو من صفائح الفولاذ المضغوطة. هذه هي رخيصة ، جامدة ويمكن أيضا أن تستخدم كأساس لحجم الطباعة المغلقة ، والسماح للتحكم في درجة الحرارة داخلها للسيطرة على تشويه وظيفة الطباعة.
تستخدم حفنة من الآلات الإحداثيات القطبية بدلاً من ذلك ، وعادةً ما تكون الآلات محسنة لطباعة الأشياء ذات التماثل الدائري. هذه لديها حركة جسرية شعاعي وسرير الدورية. على الرغم من وجود بعض المزايا الميكانيكية المحتملة لهذا التصميم لطباعة اسطوانات جوفاء ، إلا أن هندستها المختلفة والنهج غير السائد الناتج عن تخطيط الطباعة لا يزالان يحافظان على شعبيتهما حتى الآن. على الرغم من أنها مهمة سهلة لتخطيط حركة الروبوت للتحول من الإحداثيات الديكارتية إلى الإحداثيات القطبية ، فإن الحصول على أي ميزة من هذا التصميم يتطلب أيضًا أن تكون خوارزميات تقطيع الطباعة على علم بالتناظر الدوراني من البداية.
الطابعات روستوك
يتم أخذ نهج مختلف باستخدام طابعات نمط “روستوك” ، استنادًا إلى آلية روبوت دلتا. هذه لديها حجم طباعة كبيرة مفتوحة مع الروبوت دلتا ثلاثة مسلحين شنت في الأعلى. ويلاحظ هذا التصميم من الروبوت لضعف الجمود والقدرة على الحركة السريعة على حجم كبير. الاستقرار والتحرر من الاهتزاز عند تحريك رأس الطباعة الثقيل في نهاية الأذرع اللفافة هو تحد تقني. وقد تم تفضيل هذا التصميم في الغالب كوسيلة للحصول على حجم كبير من المطبوعات دون استخدام رافعة جسرية كبيرة وثقيلة.
عندما يتحرك رأس الطباعة لمسافة خيوطه من ملف التخزين إلى الرأس أيضًا ، فإن التوتر الناتج عن الفتيل هو تحد فني آخر يجب التغلب عليه لتجنب التأثير على جودة الطباعة.