Стереолитография (SLA или SL, также известная как стереолитографический аппарат, оптическая обработка, фототвердование или полиграфическая печать) представляет собой форму технологии трехмерной печати, используемую для создания моделей, прототипов, узоров и производственных деталей в виде слоев путем использования фотополимеризации , процесс, посредством которого свет заставляет цепи молекул связываться, образуя полимеры. Затем эти полимеры составляют тело трехмерного твердого тела. Исследования в этом районе были проведены в 1970-х годах, но этот термин был придуман Чак Халл в 1984 году, когда он подал заявку на патент на этот процесс, который был предоставлен в 1986 году. Стереолитография может использоваться для создания таких вещей, как прототипы для продуктов в разработки, медицинские модели и компьютерное оборудование, а также во многих других приложениях. В то время как стереолитография быстро и может производить практически любой дизайн, это может быть дорогостоящим.
история
Стереолитография или печать «SLA» — это ранняя и широко используемая технология 3D-печати. В начале 1980-х годов японский исследователь Хидео Кодама впервые изобрел современный слоистый подход к стереолитографии с использованием ультрафиолетового света для лечения фоточувствительных полимеров. В 1984 году, незадолго до того, как Чак Халл подал свой собственный патент, Ален Ле Мехауте, Оливье де Витте и Жан Клод Андре подали патент на процесс стереолитографии. Заявка французских изобретателей была оставлена французской General Electric Company (ныне Alcatel-Alsthom) и CILAS (Лазерный консорциум). Le Mehaute считает, что отказ от решения проблемы с инновациями во Франции.
Однако термин «стереолитография» был придуман в 1984 году Чак Халл, когда он подал свой патент на этот процесс. Чак Халл запатентовал стереолитографию как метод создания трехмерных объектов путем последовательной «печати» тонких слоев объекта с использованием среды, отверждаемой ультрафиолетовым светом, начиная от нижнего слоя до верхнего слоя. В патенте Халла описан концентрированный пучок ультрафиолетового света, сфокусированный на поверхности чана, заполненного жидким фотополимером. Пучок фокусируется на поверхность жидкого фотополимера, создавая каждый слой желаемого 3D-объекта посредством сшивания (генерации межмолекулярных связей в полимерах). Он был изобретен с целью дать инженерам возможность создавать прототипы своих проектов более эффективно. После того, как патент был предоставлен в 1986 году, Халл учредил первую в мире трехмерную полиграфическую компанию 3D Systems для ее коммерциализации.
Успех Stereolithography в автомобильной промышленности позволил 3D-печати достичь статуса отрасли, и технология продолжает находить инновационные применения во многих областях исследований. Были предприняты попытки построить математические модели процессов стереолитографии и разработать алгоритмы для определения того, может ли предлагаемый объект быть построен с использованием трехмерной печати.
Технологии
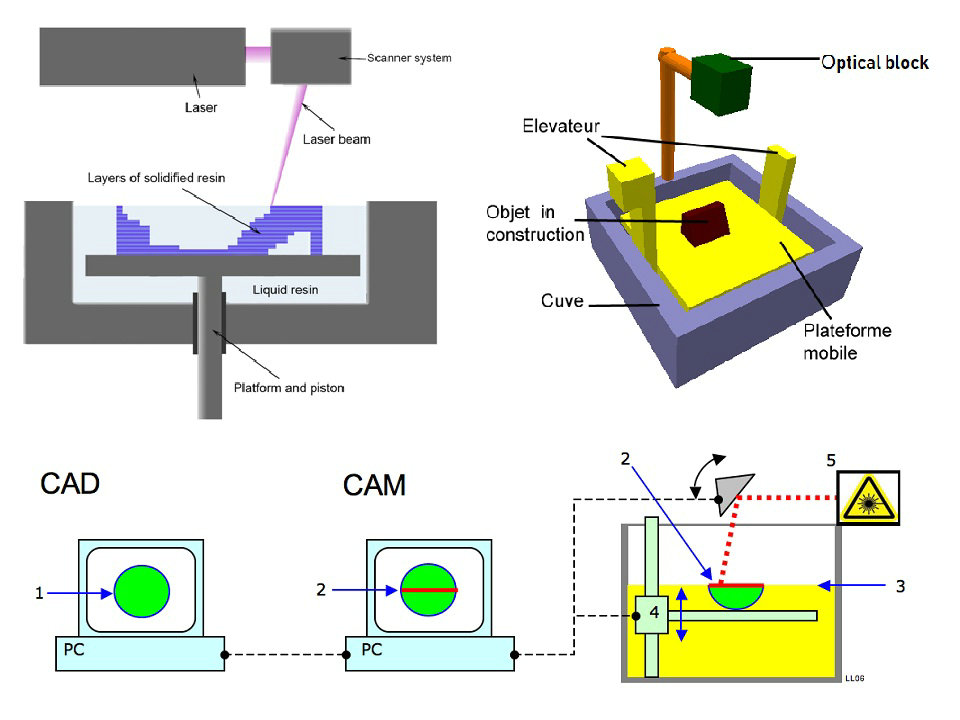
Стереолитография — это процесс производства присадок, который работает путем фокусировки ультрафиолетового (УФ) лазера на чане фотополимерной смолы. С помощью программного обеспечения для автоматизированного производства или компьютерного проектирования (CAM / CAD) УФ-лазер используется для наведения запрограммированного дизайна или формы на поверхность фотополимерного чана. Фотополимеры чувствительны к ультрафиолетовому излучению, поэтому смола фотохимически затвердевает и образует единственный слой желаемого трехмерного объекта. Затем платформа сборки опускает один слой, а лезвие перекрывает верхнюю часть резервуара смолой. Этот процесс повторяется для каждого слоя проекта до завершения 3D-объекта. Завершенные детали должны быть промыты растворителем для очистки влажной смолы с их поверхностей.
Также можно печатать объекты «снизу вверх» с помощью чана с прозрачным дном и фокусировки ультрафиолетового или темно-синего полимеризационного лазера вверх по дну чана. Перевернутая стереолитографическая машина начинает печать, опуская платформу сборки, чтобы прикоснуться к нижней части заполненного смолой чана, а затем движется вверх по высоте одного слоя. Затем УФ-лазер записывает нижний слой желаемой части через прозрачное основание вата. Затем колпак «качается», сгибает и очищает дно ванны от закаленного фотополимера; отвержденный материал отделяется от нижней части бака и остается прикрепленным к подъемной платформе, и новый жидкий фотополимер поступает из краев частично построенной части. Затем УФ-лазер записывает второй-нижний слой и повторяет процесс. Преимущество этого восходящего режима заключается в том, что объем сборки может быть намного больше, чем сам ват, и достаточно всего лишь фотополимера, чтобы поддерживать дно резервуара сборки, непрерывно заполненного фотополимером. Такой подход типичен для настольных SLA-принтеров, в то время как подход с правой стороны более распространен в промышленных системах.
Стереолитография требует использования несущих конструкций, которые прикрепляются к платформе лифта, чтобы предотвратить отклонение из-за силы тяжести, сопротивляться боковому давлению из заполненного смолой лезвием или сохранять вновь созданные секции во время «качания вата» печати снизу вверх. Поддержка обычно создается автоматически при подготовке моделей САПР и может также выполняться вручную. В любой ситуации опоры должны быть удалены вручную после печати.
Принцип
Световой вулканизирующий (фотополимерный) пластик, например акриловая, эпоксидная или винилэфирная смола, отверждается лазером в тонких слоях (толщина стандартного слоя в диапазоне 0,05-0,25 мм, в микро стереолитографии также до 1-микронного слоя). Процедуру проводят в бане, заполненной основными мономерами светочувствительной смолы. После каждого шага заготовка опускается на несколько миллиметров в жидкость и возвращается в положение, которое ниже предыдущего, на величину толщины слоя. Жидкий пластик по части затем проходит через ракель, равномерно распределенный. Затем лазер, управляемый компьютером через движущиеся зеркала, перемещается по новому слою поверх поверхностей, подлежащих вулканизации. После отверждения происходит следующий шаг, постепенно создавая трехмерную модель.
В микростериолитографии не требуются несущие структуры, и во многих случаях также устраняется отталкивание. В стереолитографических процессах для крупных компонентов это отличается, так как отвержденная лазером смола по-прежнему относительно мягкая, а также некоторые элементы формы (например, выступы) должны быть надежно закреплены во время процесса строительства. Для этой цели в производстве также встроены несущие конструкции. После процесса строительства платформа с частью (партиями) перемещается из контейнера. После слива неотвержденной смолы модель удаляется с платформы, лишается опорных конструкций, промывается растворителями и полностью отверждается в шкафу под УФ-светом.
Другим методом, который также использует фотополимеризацию для создания физических объектов, является Solid Ground Curing (SGC). Каждый слой отверждается ультрафиолетовым светом, в соответствии с которым световая маска должна быть напечатана в фотоплоттере для каждого слоя. Однако этот метод, который использовался, в частности, на заводах компании Cubital (Израиль), потерял в последние годы очень важное значение.
Процесс начинается с модели объекта, который должен быть изготовлен. Эта модель достигается с помощью программы CAD или приобретения цифрового существующего объекта, который мы хотим воспроизвести.
Выбранная модель должна быть экспортирована в стандартном формате, формате STL (для STereoLithography). Этот формат был первоначально разработан для связи со стереолитографическими устройствами, но теперь используется в других областях. Это фактический отраслевой стандарт. Этот формат описывает модели в виде примыкающих треугольных поверхностей.
Файл STL передается на устройство стереолитографии, которое объединяет ПЛК или, чаще всего, модуль управления ПК.
Модель (в 3D) делится на кусочки (2D) фиксированной толщины. Эта толщина выбирается оператором и определяет разрешение реституции. Поэтому этот параметр определяет точность объекта, который будет создан.
Объект создается.
Особенности
Существующие данные 3D CAD преобразуются в формат STL. Эти данные отправляются поставщикам услуг стереолитографии, которые затем добавляют, возможно, необходимые структуры поддержки.
После того, как строительная площадка была определена, происходит генерация данных геометрического управления, необходимых для установки, так называемая «нарезка».
Эти данные отправляются в производственную систему и составляют основу для управления лазерным лучом на поверхности ванны.
В течение нескольких часов вы получаете реальную модель деталей, которые практически доступны в САПР.
Стереолитография обеспечивает высокую точность (обычно 0,1 мм, намного ниже до 1 мкм на слой для RMPD) с тонкой структурой и толщиной тонких стенок.
Поскольку модель построена в жидкости, несущие конструкции, которые необходимо удалить, необходимы для нависания деталей в случае крупных компонентов. Однако, в отличие от других методов быстрого прототипирования, несущая структура состоит из того же материала, что и компонент, и поэтому должна быть механически удалена (поскольку невозможно избежать соединения с компонентом).
В большинстве случаев модель, созданная стереолитографией, должна быть вылечена после удаления из машины в шкафу УФ-света.
В последние годы были сделаны технические изменения, которые сочетают многоструйное моделирование с основными принципами стереолитографии. В качестве материала носителя используется восковой материал, который сжижается при нагревании. Сам компонент продуцируется аналогично стереолитографии из фотополимера. Оба материала применяются через модифицированную печатающую головку (аналогичную струйным принтерам). Кроме того, источник света обеспечивает экспозицию и, таким образом, отверждение фотополимера. В отличие от систем стереолитографии РР, эти системы также могут использоваться в офисе и значительно дешевле, начиная с цен на около 50 000 евро.
Еще одной новой технической разработкой является Continuous Liquid Interface Production (CLIP).
В двухфотонной литографии ультрафиолетовая фокусировка на 100 нм на 5 метров в секунду направляется трехмерным образом по объему жидкой смолы. Поэтому он не отверждается, начиная с поверхности жидкой смолы. Так что УФ-фокус имеет лишь малую протяженность в направлении распространения излучения, требуется неглубокая глубина резкости и большая апертура. Поскольку двухфотонное поглощение имеет квадратичную зависимость от интенсивности света, площадь затвердевания смолы резко демаркируется.
заявка
По сравнению с моделями, изготовленными другими генерирующими технологиями производства, такими как селективное лазерное плавление, модель стереолитографии является хрупкой, что ограничивает ее применение. Необходимые опорные структуры для поднутрений также ограничивают геометрию компонента. Поэтому стереолитографический процесс используется при разработке продукта в создании прототипов (концепция, геометрия, визуальные, функциональные модели) в машиностроении, в частности в автомобильной промышленности и в медицине. В ближайшие годы ожидается увеличение тенденции к прямому производству конечных продуктов с использованием стереолитографического оборудования (быстрое производство). Примеры применения, которые уже играют определенную роль в повседневной жизни, включают производство отдельных случаев слуховых аппаратов с использованием стереолитографии и лабораторных микросхем, изготовленных microTEC.
Другими примерами применения являются модели литья и архитектурные модели.
Медицинское моделирование
С 1990-х годов в медицине используются стереолитографические модели для создания точных 3D-моделей различных анатомических областей пациента на основе данных компьютерного сканирования. Медицинское моделирование предполагает сначала приобретение КТ, МРТ или другого сканирования. Эти данные состоят из серии поперечных изображений анатомии человека. В этих изображениях разные ткани проявляются как разные уровни серого. Выбор диапазона значений серого позволяет выделить отдельные ткани. Затем выбирается интересующая область и выбираются все пиксели, подключенные к целевой точке в пределах этого диапазона значений серого. Это позволяет выбрать конкретный орган. Этот процесс называется сегментацией. Затем сегментированные данные могут быть переведены в формат, подходящий для стереолитографии. Хотя стереолитография обычно является точной, точность медицинской модели зависит от многих факторов, особенно от оператора, выполняющего сегментацию правильно. Возможны возможные ошибки при изготовлении медицинских моделей с использованием стереолитографии, но их можно избежать с помощью практики и хорошо обученных операторов.
Стереолитографические модели используются для оказания помощи в диагностике, предоперационном планировании и проектировании и изготовлении имплантатов. Например, это может потребовать планирования и репетиции остеотомий. Хирурги используют модели, чтобы помочь планировать операции, но протезисты и технологи также используют модели в качестве помощи при разработке и изготовлении имплантатов под заказ. Например, медицинские модели, созданные с помощью стереолитографии, могут быть использованы, чтобы помочь в построении пластин краниопластики.
макетирования
Стереолитография часто используется для изготовления прототипов. По сравнительно низкой цене стереолитография может создавать точные прототипы, даже неправильные формы. Компании могут использовать эти прототипы для оценки дизайна своего продукта или рекламы для конечного продукта.
Преимущества и недостатки
преимущества
Одним из преимуществ стереолитографии является ее скорость; функциональные части могут быть изготовлены в течение дня. Время, затрачиваемое на создание отдельной детали, зависит от сложности дизайна и размера. Время печати может длиться от нескольких часов до более суток. Прототипы и конструкции, выполненные со стереолитографией, достаточно прочны для обработки и могут также использоваться для изготовления мастер-моделей для литья под давлением или различных процессов литья металла.
Недостатки
Хотя стереолитография может быть использована для производства практически любой синтетической конструкции, она часто бывает дорогостоящей; общие фотополимеры могут стоить около 800 долларов США за галлон, а машины SLA могут стоить 250 000 долларов США. Однако с 2012 года общественный интерес к 3D-печати вдохновил дизайн нескольких потребительских SLA-машин, которые могут стоить 3,500 долларов США или меньше, например, Form 2 от Formlabs или Nobel 1.0 от XYZPrinting.
Различные типы стереолитографии
Для быстрого создания прототипов используются несколько методов.
Следует отметить, что граница с 3D-печатью пересекается до такой степени, что две технологии сливаются в очень разнообразный набор.
Легкое отверждение (ALS)
метод
Лечение — это первый процесс быстрого прототипирования, который должен быть разработан в названии SLA 1980 года (для Stereolithography Apparatus). Он основан на свойствах некоторых смол для полимеризации под воздействием света и тепла.
Используемая смола обычно представляет собой смесь акрилатных или эпоксидных мономеров и фотоинициатора. Роль фотоинициатора, как следует из его названия, инициирует полимеризацию материала под действием света.
В этом процессе мобильная платформа погружается в резервуар с жидкой смолой. Эта платформа поддерживает выпускаемую модель. Платформа расположена на глубине H ниже уровня смолы. Фиксированный лазер и устройство управления лучом перекрывают платформу. Управление направлением луча осуществляется с помощью дефлекторов, которые представляют собой очень точные зеркала (очень плоские), установленные на гальванометрах. Использование двух из этих устройств управления позволяет направлять луч в любой точке платформы.
Затем срезы, составляющие модель, обрабатываются один за другим: лазерный луч пробирает поверхность жидкой смолы в соответствии с формой среза, определяемого компьютером.
Под действием света фотоинициатор образует радикал, и мономеры мгновенно соединяются друг с другом, образуя твердый полимер.
Затем платформа опускается с высоты h (высота h — это разрешение, выбранное для производства объекта), и процесс обновляется для каждого среза. Полученные таким образом двумерные объекты накладываются для создания полной структуры.
После его завершения модель удаляется из бака, а неполимеризованная смесь растворяется в подходящем растворителе.
Последний шаг часто заключается в выпекании объекта, чтобы затвердеть его, в зависимости от используемой смолы.
Ограничения и преимущества
Проблема «захваченных объемов». Принцип заключается в наложении последовательных слоев материи; материал, присутствующий в незатвердевших зонах, не устраняется и, следовательно, остается в модели. Если это герметичный объем, материал называется «захваченным». Пример: моделирование яичной скорлупы.
Преимущество: технологии в настоящее время позволяют работать с высоким разрешением и создавать сложные объекты с очень тонкими частями (0,005 мм) менее чем за 24 часа. 3D-лазерные микропечатные машины, разработанные с начала десятилетия, также позволяют достичь разрешений в 100 раз (<0,1 мкм) благодаря процессу стереолитографии, называемому «полимеризация с двумя фотонами».
Пользы
Долгое время этот метод был зарезервирован для создания прототипов из-за хрупкости объектов, непригодных для использования из-за их низкой механической прочности: они используются для формирования пресс-форм.
В начале 2000-х годов работа под руководством М.Чартье (SPCTS) позволила использовать этот метод для производства керамических деталей путем смешивания керамических порошков (оксид алюминия, диоксид циркония, гидроксиапатита и т. Д.) С пастой, сделанной из смолистой фоточувствительной. Суспензия, когда-то инсолированная, образует полимерную сеть, улавливающую минеральные частицы. После полимеризации с помощью лазера термическая обработка (отслоение, а затем спекание) объекта позволяет получить плотную керамику.
Области применения:
Свойства керамики, полученные этим методом, эквивалентны традиционным процессам (литье, прессование ...), поэтому объекты могут использоваться как таковые.
Литейные модели, прототипы для проверки формы, медицинские протезы, небольшие серии очень сложных форм для всех видов отраслей ...
В палеонтологии эта методика позволяет, начиная с обычных КТ или микро-КТ, восстанавливать и изучать мелкие и недоступные структуры (насекомые в янтаре, костный лабиринт внутреннего уха). Этот метод позволяет особенно очень большие расширения для изменения масштаба.