फ़्यूज्ड फिलामेंट फैब्रिकेशन

फ़्यूज्ड फिलामेंट फैब्रिकेशन (एफएफएफ) एक 3 डी प्रिंटिंग प्रक्रिया है जो थर्मोप्लास्टिक सामग्री के निरंतर फिलामेंट का उपयोग करती है। यह एक चलने वाले, गर्म प्रिंटर extruder सिर के माध्यम से, एक बड़े तार से खिलाया जाता है। पिघला हुआ पदार्थ प्रिंट हेड के नोजल से बाहर मजबूर हो जाता है और बढ़ती वर्कपीस पर जमा किया जाता है। मुद्रित आकार को परिभाषित करने के लिए, कंप्यूटर नियंत्रण के तहत, सिर को स्थानांतरित किया जाता है। आमतौर पर सिर परतों में चलता है, एक नए स्लाइस को शुरू करने के लिए थोड़ा ऊपर की ओर जाने से पहले, एक समय में एक क्षैतिज विमान जमा करने के लिए दो आयामों में स्थानांतरित होता है। एक्सट्रूडर हेड की गति को भी नियंत्रित किया जा सकता है, रोकना और रोकना शुरू करना और अनुभागों के बीच स्ट्रिंग या ड्रबलिंग के बिना बाधित विमान बनाना। फ्यूज्ड फिलामेंट फैब्रिकेशन रिप्रैप प्रोजेक्ट के सदस्यों द्वारा एक वाक्यांश देने के लिए बनाया गया था जो इसके उपयोग में कानूनी रूप से अनियंत्रित होगा, जिसमें पेटेंट्स को फ़्यूज्ड डिप्लोशन मॉडलिंग (एफडीएम) शामिल किया गया है।
फ़्यूज्ड फिलामेंट प्रिंटिंग अब शौकिया-ग्रेड 3 डी प्रिंटिंग के लिए सबसे लोकप्रिय प्रक्रिया (मशीनों की संख्या द्वारा) है। फोटोपॉलिमेराइज़ेशन और पाउडर सिन्टरिंग जैसी अन्य तकनीकें बेहतर परिणाम प्रदान कर सकती हैं, हालांकि उनकी लागत में काफी वृद्धि हुई है।
3 डी प्रिंटर हेड या 3 डी प्रिंटर एक्सट्रूडर कच्चे माल पिघलने के लिए जिम्मेदार सामग्री एक्सट्रूज़न-टाइप प्रिंटिंग में एक हिस्सा है और इसे निरंतर प्रोफ़ाइल में बना रहा है। विभिन्न प्रकार की सामग्रियों को निकाला जाता है, जिसमें थर्मोप्लास्टिक्स जैसे एक्रिलोनिट्रियल बुटाडेनी स्टीरिन (एबीएस), पॉलिलेक्टिक एसिड (पीएलए), उच्च प्रभाव वाले पॉलीस्टीरिन (एचआईपीएस), थर्मोप्लास्टिक पॉलीयूरेथेन (टीपीयू), एलीफाटिक पॉलीमाइड्स (नायलॉन), और हाल ही में भी पीईके शामिल हैं। चिपकने वाली सामग्री जैसे सिरेमिक और चॉकलेट को फ़्यूज्ड फिलामेंट प्रक्रिया और पेस्ट एक्सट्रूडर का उपयोग करके बाहर निकाला जा सकता है।
परिचय
योजक विनिर्माण (एएम), जिसे 3 डी प्रिंटिंग भी कहा जाता है, इसमें परत परत सामग्री को जमा करके एक भाग का निर्माण करना शामिल है। विभिन्न एएम प्रौद्योगिकियों की एक विस्तृत श्रृंखला है जो सामग्री एक्सट्रूज़न, बाइंडर जेटिंग, सामग्री जेटिंग और निर्देशित ऊर्जा जमावट सहित परत द्वारा एक परत परत बना सकती है।
इन प्रक्रियाओं में विभिन्न प्रकार के एक्सट्रूडर हैं और भौतिक दृष्टिकोण के परत-दर-परत जोड़ का उपयोग करके अंतिम उत्पाद प्राप्त करने के लिए विभिन्न सामग्रियों को निकालना है। 3 डी प्रिंटर लिकफियर मुख्य रूप से भौतिक-एक्सट्रूज़न-प्रकार मुद्रण में उपयोग किया जाने वाला घटक है।
बाहर निकालना
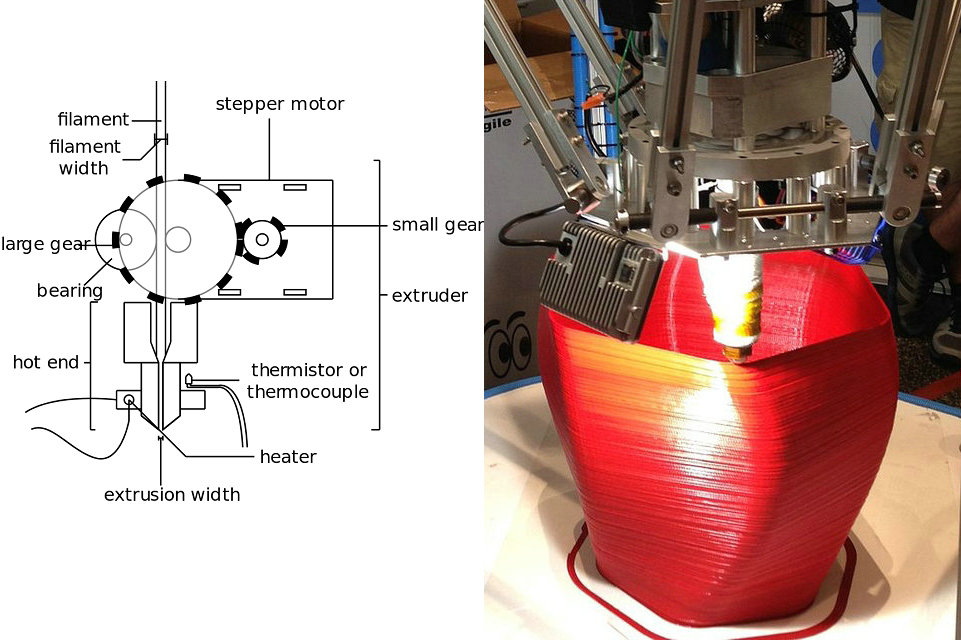
सामग्री एक्सट्रूज़न का उपयोग करके 3-डी प्रिंटिंग में एक्सट्रूज़न में ठंडा अंत और गर्म अंत होता है।
ठंडा अंत एक extruder प्रणाली का हिस्सा है जो स्पूल से सामग्री खींचता है और फ़ीड, और इसे गर्म अंत की ओर धक्का देता है। ठंडा अंत अधिकतर गियर- या रोलर-आधारित सामग्री को टोक़ की आपूर्ति करता है और एक स्टेपर मोटर के माध्यम से फ़ीड दर को नियंत्रित करता है। इसका मतलब है कि प्रक्रिया दर नियंत्रित है।
गर्म अंत सक्रिय भाग है जो 3 डी प्रिंटर के द्रव को होस्ट करता है जो फिलामेंट पिघला देता है। यह पिघला हुआ प्लास्टिक प्लास्टिक के पतले और चिपचिपा मनका बनाने के लिए छोटे नोजल से बाहर निकलने की अनुमति देता है जो उस सामग्री का पालन करेगा जो इसे रखता है। गर्म अंत में हीटिंग कक्ष और नोजल होता है। टिप (नोजल) में छेद का व्यास 0.3 मिमी और 1.0 मिमी के बीच है। सामग्री मुद्रित करने के आधार पर विभिन्न प्रकार के नोजल्स और हीटिंग विधियों का उपयोग किया जाता है।
कुछ प्रकार की 3-डी प्रिंटिंग मशीनों में एक अलग प्रकार का एक्सट्रूज़न सिस्टम हो सकता है जिसमें हीटिंग कक्ष नहीं हो सकता है- गर्मी किसी अन्य स्रोत से प्रदान की जाती है, उदाहरण के लिए लेजर।
xtruder मशीन के बाकी हिस्सों के लिए माउंट
मशीन के बाकी हिस्सों पर बाहर निकालने वाले तरीकों को अनौपचारिक बढ़ते मानकों में समय के साथ विकसित किया गया है। इन अनौपचारिक मानकों में शामिल हैं:
वर्टिकल एक्स एक्सिस मानक
त्वरित फिट extruder माउंट
ओपनएक्स माउंट
आदि।
इस तरह के कारक मानकों मौजूदा प्रिंटर फ्रेम पर नए extruder डिजाइनों का परीक्षण किया जा सकता है, और मौजूदा extruders का उपयोग करने के लिए नए प्रिंटर फ्रेम डिजाइन।
फ्यूज़्ड डेपोसिशन मॉडलिंग
फ़्यूज्ड डिप्लोशन मॉडलिंग (एफडीएम) एक योजक विनिर्माण (एएम) तकनीक है जो आमतौर पर मॉडलिंग, प्रोटोटाइपिंग और उत्पादन अनुप्रयोगों के लिए उपयोग की जाती है जैसे स्ट्रैटसिस इंक द्वारा ट्रेडमार्क किया जाता है .. यह 3 डी प्रिंटिंग के लिए उपयोग की जाने वाली तकनीकों में से एक है। एफडीएम परतों में सामग्री डालने से “additive” सिद्धांत पर काम करता है; एक प्लास्टिक फिलामेंट या धातु तार एक तार से अवांछित है और एक भाग का उत्पादन करने के लिए सामग्री की आपूर्ति करता है। इस प्रकार, एफडीएम को ठोस-आधारित एएम तकनीक के रूप में भी जाना जाता है।
इतिहास
1 9 80 के दशक के अंत में एस स्कॉट क्रंप द्वारा फ़्यूज्ड डिप्लोशन मॉडलिंग (एफडीएम) विकसित किया गया था और 1 99 0 में स्ट्रैटसिस द्वारा इसका व्यावसायीकरण किया गया था। इस तकनीक पर पेटेंट यूएस 512132 9 ए की समाप्ति के साथ अब एक बड़ा ओपन-सोर्स डेवलपमेंट कम्युनिटी (जिसे रिप्रैप कहा जाता है), साथ ही साथ वाणिज्यिक और DIY वेरिएंट भी हैं, जिनमें से सभी इस प्रकार के 3 डी प्रिंटर का उपयोग करते हैं। इस तकनीक के निर्माण के बाद से इसने दो-ऑर्डर-ऑफ-आयाम मूल्य ड्रॉप को जन्म दिया है।
प्रक्रिया
एफडीएम एक सॉफ्टवेयर प्रक्रिया के साथ शुरू होता है जो एक एसटीएल फ़ाइल (स्टीरियो लिथोग्राफी फ़ाइल प्रारूप) को संसाधित करता है, गणितीय रूप से निर्माण प्रक्रिया के लिए मॉडल को व्यवस्थित करता है। यदि आवश्यक हो, तो समर्थन संरचना उत्पन्न की जा सकती है। मशीन विभिन्न लक्ष्यों को प्राप्त करने के लिए कई सामग्रियों का वितरण कर सकती है:
मॉडल बनाने के लिए कोई एक सामग्री का उपयोग कर सकता है।
एक घुलनशील समर्थन संरचना के रूप में एक और का प्रयोग करें।
एक ही मॉडल पर एक ही प्रकार के थर्मोप्लास्टिक के कई रंगों का उपयोग कर सकता है।
मॉडल या भाग को परतों के निर्माण के लिए पिघला हुआ पदार्थ के छोटे चपटे तारों को बाहर निकालने के द्वारा उत्पादित किया जाता है क्योंकि सामग्री नोजल से बाहर निकलने के तुरंत बाद कठोर हो जाती है।
एक प्लास्टिक फिलामेंट एक कॉइल से अवांछित होता है और एक एक्सट्रूज़न नोजल को सामग्री की आपूर्ति करता है जो प्रवाह को चालू और बंद कर सकता है। आमतौर पर एक सटीक नियंत्रित ड्राइव होता है जो फिलामेंट को नोजल में धक्का देता है।
सामग्री पिघलने के लिए नोक को गरम किया जाता है। थर्माप्लास्टिक्स को अपने ग्लास संक्रमण तापमान से पहले गर्म किया जाता है और फिर बाहर निकालना सिर द्वारा जमा किया जाता है।
नोजल को क्षैतिज और लंबवत दिशाओं में संख्यात्मक रूप से नियंत्रित तंत्र द्वारा स्थानांतरित किया जा सकता है। नोजल एक कंप्यूटर-एडेड मैन्युफैक्चरिंग (सीएएम) सॉफ्टवेयर पैकेज द्वारा नियंत्रित टूल-पथ का पालन करता है, और भाग एक समय में एक परत से नीचे से बनाया गया है। स्टेपर मोटर्स या सर्वो मोटर आमतौर पर एक्सट्रूज़न हेड को स्थानांतरित करने के लिए नियोजित होते हैं। उपयोग की जाने वाली तंत्र अक्सर XYZ रेक्टिलिनर डिज़ाइन होती है, हालांकि अन्य यांत्रिक डिज़ाइन जैसे डेल्टाबोट को नियोजित किया गया है।
हालांकि एक प्रिंटिंग तकनीक के रूप में एफडीएम बहुत लचीला है, और यह निचली परतों के समर्थन से छोटे ओवरहैंग से निपटने में सक्षम है, एफडीएम आमतौर पर ओवरहैंग की ढलान पर कुछ प्रतिबंध लगाता है, और असमर्थित स्टैलेक्टसाइट का उत्पादन नहीं कर सकता है।
असंख्य सामग्रियां उपलब्ध हैं, जैसे कि एक्रिलोनिट्रियल बुटाडियेन स्टायरिन (एबीएस), पॉलिलेक्टिक एसिड (पीएलए), पॉली कार्बोनेट (पीसी), पॉलीमाइड (पीए), पॉलीस्टीरिन (पीएस), लिग्निन, रबड़, कई अन्य लोगों के बीच, विभिन्न व्यापार-बंद के साथ ताकत के बीच और तापमान गुण। इसके अलावा, किसी भी थर्मोप्लास्टिक सामग्री का रंग भी मुद्रित वस्तु की ताकत को प्रभावित कर सकता है। हाल ही में एक जर्मन कंपनी ने एफडीएम-टेक्नोलॉजी का उपयोग करके फिलामेंट सामग्री से फिलामेंट फॉर्म और 3 डी प्रिंटिंग पार्ट्स में दानेदार पीईके को संसाधित करने की तकनीकी संभावना का प्रदर्शन किया।
एफडीएम के दौरान, गर्म पिघला हुआ बहुलक हवा के संपर्क में आता है। एक निष्क्रिय गैस वायुमंडल जैसे नाइट्रोजन या आर्गन के भीतर एफडीएम प्रक्रिया को संचालित करना परत आसंजन में काफी वृद्धि कर सकता है और 3 डी मुद्रित वस्तुओं के बेहतर यांत्रिक गुणों की ओर जाता है। चुनिंदा लेजर sintering के दौरान ऑक्सीकरण को रोकने के लिए नियमित रूप से एक निष्क्रिय गैस का उपयोग किया जाता है।
सामान्य प्रक्रिया
एक्सट्रूडर की फ्लो ज्यामिति, हीटिंग विधि और गैर-न्यूटोनियन तरल पदार्थ के पिघला हुआ प्रवाह व्यवहार भाग में मुख्य विचार है।
एक प्लास्टिक फिलामेंट को एक रील से आपूर्ति की जाती है, या तो व्यावसायिक रूप से उपलब्ध या घर बनाया जाता है, और इसे गर्म मक्खन में खिलाया जाता है जहां यह पिघल जाता है। यह पिघल तब एक नोजल द्वारा निकाला जाता है जबकि आने वाली फिलामेंट, अभी भी ठोस चरण में, “प्लंगर” के रूप में कार्य करता है।
नोजल को यांत्रिक चरण में रखा जाता है, जिसे एक्सई प्लेन में स्थानांतरित किया जा सकता है। चूंकि तालिका में निर्धारित ज्यामिति में नोजल को स्थानांतरित किया जाता है, यह निकाली गई प्लास्टिक के पतले म्यान को जमा करता है, जिसे ‘सड़क’ कहा जाता है जो सब्सट्रेट और / या पहले जमा की गई सड़कों के संपर्क में तेजी से ठोस होता है।
ठोस परतों को रास्टरराइजिंग गति का पालन करके उत्पन्न किया जाता है जहां सड़कों को एक लिफाफा डोमेन सीमा के भीतर तरफ जमा किया जाता है।
एक बार परत पूरी होने के बाद, अगली परत शुरू करने के लिए प्लेटफॉर्म को ज़ेड दिशा में कम किया जाता है। यह प्रक्रिया तब तक जारी है जब तक वस्तु का निर्माण पूरा नहीं हो जाता है।
थर्मल पर्यावरण की प्रक्रिया नियंत्रण में सड़कों के सफल बंधन के लिए आवश्यक है। इसलिए, प्रणाली को एक कक्ष के अंदर रखा जाता है, जो जमा होने वाली सामग्री के पिघलने बिंदु के ठीक नीचे तापमान पर बनाए रखा जाता है।
भौतिक विज्ञान
बाहर निकालना के दौरान थर्मोप्लास्टिक फिलामेंट रोलर्स से यांत्रिक दबाव द्वारा तरल पदार्थ में पेश किया जाता है, जहां यह पिघला देता है और फिर निकाला जाता है। रोलर सामग्री वितरण प्रणाली में एकमात्र ड्राइव तंत्र हैं, इसलिए फिलामेंट रोलर के लिए तन्यता तनाव अपस्ट्रीम के नीचे है और डाउनस्ट्रीम पक्ष पर संपीड़न के नीचे एक प्लंबर के रूप में कार्य करता है। इसलिए, संपीड़न तनाव बाहर निकालना प्रक्रिया के पीछे चालक बल है।
पिघलने के लिए आवश्यक बल को पूरे सिस्टम में दबाव ड्रॉप को दूर करने के लिए पर्याप्त होना चाहिए, जो पिघला हुआ पदार्थ के चिपचिपा गुणों और द्रव और नोजल की प्रवाह ज्यामिति पर सख्ती से निर्भर करता है। पिघला हुआ पदार्थ प्रवाह के दौरान कतरनी विरूपण के अधीन होता है। इस प्रकार के 3-डी प्रिंटिंग में उपयोग की जाने वाली अधिकांश सामग्री में शीयर पतला व्यवहार मनाया जाता है। इसे सामान्यीकृत न्यूटनियन तरल पदार्थ के लिए पावर लॉ का उपयोग करके मॉडलिंग किया जाता है।
तापमान विद्युत कॉइल हीटर से गर्मी इनपुट द्वारा नियंत्रित किया जाता है। सिस्टम वांछित मूल्य और थर्मोकूपल द्वारा पता लगाए गए मान के बीच तापमान अंतर के अनुसार कोयलों को आपूर्ति की गई शक्ति को लगातार समायोजित करता है, जिससे नकारात्मक प्रतिक्रिया लूप बनता है। यह बेलनाकार पाइप में हीट फ्लो दर के समान है।
वाणिज्यिक अनुप्रयोगों
एफडीएम, रैपिड प्रोटोटाइप का एक प्रमुख रूप है, प्रोटोटाइपिंग और तेज़ विनिर्माण के लिए प्रयोग किया जाता है। रैपिड प्रोटोटाइप पुनरावर्तक परीक्षण की सुविधा प्रदान करता है, और बहुत कम रनों के लिए, तेजी से विनिर्माण अपेक्षाकृत सस्ती विकल्प हो सकता है।
एफडीएम थर्माप्लास्टिक्स पीएलए, एबीएस, एबीएसआई, पॉलीफेनिलसल्फोन (पीपीएसएफ), पॉली कार्बोनेट (पीसी), पीईटीजी और अल्टेम 9085, और दूसरों के बीच उपयोग करता है। इन सामग्रियों का उपयोग उनके गर्मी प्रतिरोध गुणों के लिए किया जाता है। अल्टेम 9085 भी अग्निरोधी प्रदर्शन करता है जो इसे एयरोस्पेस और विमानन अनुप्रयोगों के लिए उपयुक्त बनाता है।
चिकित्सा ऊतक इंजीनियरिंग अनुप्रयोगों के लिए प्रोटोटाइप मचान में एफडीएम का भी उपयोग किया जाता है।
मुफ्त आवेदन
कई परियोजनाएं और कंपनियां घरेलू डेस्कटॉप उपयोग के लिए सस्ती 3 डी प्रिंटर विकसित करने के प्रयास कर रही हैं। अकादमिक और हैकर समुदायों के अतिरिक्त संबंधों के साथ, इस काम का अधिकांश DIY / उत्साही / प्रारंभिक गोद लेने वाले समुदायों द्वारा संचालित और लक्षित किया गया है।
RepRap डेस्कटॉप श्रेणी में सबसे लंबी चल रही परियोजनाओं में से एक है। रिप्रैप प्रोजेक्ट का उद्देश्य एक फ्री और ओपन सोर्स हार्डवेयर (एफओएसएच) 3 डी प्रिंटर बनाना है, जिनके पूर्ण विनिर्देश जीएनयू जनरल पब्लिक लाइसेंस के तहत जारी किए जाते हैं, और जो अधिक बनाने के लिए अपने कई (प्लास्टिक) भागों को प्रिंट करके खुद को दोहराने में सक्षम है। मशीनों। RepRaps पहले से ही सर्किट बोर्ड और धातु भागों मुद्रित करने में सक्षम होने के लिए दिखाया गया है।
फैब @ होम DIY 3 डी प्रिंटर के लिए अन्य ओपनसोर्स हार्डवेयर प्रोजेक्ट है।
एफओएसएच के पुनरुत्थान के उद्देश्य से, कई संबंधित परियोजनाओं ने प्रेरणा के लिए अपने डिजाइन का उपयोग किया है, जो संबंधित या व्युत्पन्न 3 डी प्रिंटर का पारिस्थितिकी तंत्र बना रहा है, जिनमें से अधिकांश ओपन सोर्स डिज़ाइन भी हैं। इन ओपन सोर्स डिज़ाइनों की उपलब्धता का अर्थ है कि 3 डी प्रिंटर के रूपों का आविष्कार करना आसान है। प्रिंटर डिज़ाइन की गुणवत्ता और जटिलता, हालांकि, किट या तैयार उत्पादों की गुणवत्ता, परियोजना से परियोजना में काफी भिन्न होती है। ओपन सोर्स 3 डी प्रिंटर का यह तेजी से विकास कई क्षेत्रों में रुचि प्राप्त कर रहा है क्योंकि यह हाइपर-अनुकूलन और ओपन सोर्स उपयुक्त तकनीक बनाने के लिए सार्वजनिक डोमेन डिज़ाइनों के उपयोग को सक्षम बनाता है। यह तकनीक टिकाऊ विकास में पहलों की सहायता भी कर सकती है क्योंकि स्थानीय समुदायों के लिए उपलब्ध संसाधनों से तकनीकों को आसानी से और आर्थिक रूप से बनाया जाता है।
3 डी प्रिंटर की लागत
लगभग 2010 के बाद से 3 डी प्रिंटर की लागत नाटकीय रूप से कम हो गई है, जिनकी मशीनों का उपयोग $ 20,000 से कम लागत के लिए $ 1,000 से कम था। उदाहरण के लिए, 2017 तक, कई कंपनियां और व्यक्ति विभिन्न रिप्रैप डिज़ाइन बनाने के लिए भागों की बिक्री कर रहे हैं, कीमतें जीबी £ 99 / यूएस $ 100 से शुरू हो रही हैं। सबसे अच्छा बिकने वाला डेस्कटॉप एफडीएम प्रिंटर, प्रूसा आई 3 एमके 2, यूएस $ 900 इकट्ठा या स्वयं-असेंबली किट के लिए यूएस $ 600 खर्च करता है।
ओपन सोर्स फैब @ होम प्रोजेक्ट ने सामान्य उपयोग के लिए प्रिंटर विकसित किए हैं, जिन्हें चॉकलेट से सिलिकॉन सीलेंट और रासायनिक प्रतिक्रियाओं से नोजल के माध्यम से बाहर निकाला जा सकता है। प्रोजेक्ट के डिज़ाइन के बाद प्रिंटर 2012 से यूएस $ 2000 रेंज में कीमतों पर किटों में या पूर्व-संयोजन फॉर्म में आपूर्तिकर्ताओं से उपलब्ध हैं।
एलेफ ऑब्जेक्ट्स द्वारा निर्मित लुलज़बॉट 3 डी प्रिंटर फ़्यूज्ड डिप्लोशन मॉडलिंग तकनीक के ओपन-सोर्स एप्लिकेशन का एक और उदाहरण हैं। लुल्ज़बॉट लाइन में प्रमुख मॉडल, टीएजेड प्रिंटर रिप्रैप मेंडेल 9 0 और प्रूसा आई 3 मॉडल से अपने डिजाइन के लिए प्रेरणा लेता है। लुलज़बॉट 3 डी प्रिंटर वर्तमान में फ्री सॉफ्टवेयर फाउंडेशन से “आपकी स्वतंत्रता का सम्मान” प्रमाणीकरण प्राप्त करने के लिए बाजार पर एकमात्र प्रिंटर है।
सितंबर 2018 तक रिप्रैप स्टाइल प्रिंटर अमेज़ॅन और ईबे जैसे ऑनलाइन खुदरा विक्रेताओं के माध्यम से किट फॉर्म में आसानी से उपलब्ध हैं। ये किट एक कार्यशील प्रिंटर बनाने के लिए आवश्यक सभी भागों के साथ आते हैं, अक्सर परीक्षण मुद्रण के लिए इलेक्ट्रॉनिक फाइलों के साथ-साथ पीएलए फिलामेंट की एक छोटी मात्रा भी शामिल है। इस किस्म का एक लोकप्रिय प्रिंटर एनेट ए 8 है, जो $ 200 अमरीकी डालर से कम है, और आसानी से इकट्ठा होने पर वस्तुओं को प्रिंट करने में सक्षम है। असेंबली प्रक्रिया में कुल 6 से 8 घंटे लगते हैं और यूट्यूब जैसी वीडियोग्राफी साइटों पर अच्छी तरह से प्रलेखित होते हैं।
विकास
ग्राहक द्वारा संचालित उत्पाद अनुकूलन और लागत और समय बचत की मांग ने विनिर्माण प्रक्रिया की चपलता में रुचि बढ़ा दी है। इसने आरपी प्रौद्योगिकियों और विशेष रूप से फ़्यूज्ड डिपाजिशन मॉडलिंग में सुधार किए हैं। RepRap जैसे उत्पादों के कारण ओपन सोर्स 3-डी प्रिंटर आंदोलन की वजह से एक्सट्रूडर का विकास तेजी से बढ़ रहा है। तरल पदार्थ के बढ़ते हीटिंग तापमान के रूप में लगातार सुधार देखा जाता है, प्रक्रिया के अधिक नियंत्रण और परिशुद्धता और सिरेमिक समेत मुद्रित करने के लिए विभिन्न प्रकार की सामग्री के लिए बेहतर समर्थन के रूप में देखा जाता है।
मशीन पर घुसपैठ करने वाले तरीके अनौपचारिक बढ़ते मानकों में समय के साथ भी विकसित हुए हैं। इन अनौपचारिक मानकों में वर्टिकल एक्स एक्सिस स्टैंडर्ड, क्विक-फिट एक्सट्रूडर माउंट, ओपनएक्स माउंट इत्यादि शामिल हैं।
प्रिंट हेडमैटिक्स प्रिंट करें
फ़्यूज्ड फिलामेंट प्रिंटर का बहुमत एक ही मूल डिज़ाइन का पालन करता है। प्रिंट वर्कपीस के शुरुआती बिंदु के रूप में एक फ्लैट बिस्तर का उपयोग किया जाता है। इसके ऊपर एक गैन्ट्री चलती प्रिंट हेड रखती है। गैन्ट्री डिज़ाइन को क्षैतिज एक्स एंड वाई दिशाओं में ज्यादातर आंदोलन के लिए अनुकूलित किया जाता है, जिसमें ज़ेड दिशा में धीमी चढ़ाई होती है क्योंकि टुकड़ा मुद्रित होता है। स्टेपर मोटर्स या तो लीडक्रूड्स या दांतों वाले बेल्ट ड्राइव के माध्यम से आंदोलन चलाते हैं। एक्स, वाई ड्राइव और जेड के लिए लीड्सक्रू के लिए टूथेड बेल्ट का उपयोग करने के लिए आंदोलन की गति में मतभेदों के कारण यह सामान्य है। कुछ मशीनों में गैन्ट्री पर एक्स अक्ष आंदोलन भी होता है, लेकिन वाई के लिए बिस्तर (और प्रिंट नौकरी) ले जाता है जैसा कि, लेजर कटर के विपरीत, सिर आंदोलन की गति कम होती है, स्टेपर मोटर्स का सार्वभौमिक रूप से उपयोग किया जाता है और इसके बजाय सर्वोमोटर्स का उपयोग करने की आवश्यकता नहीं होती है।
कई प्रिंटर, जो मूल रूप से रिप्रैप प्रोजेक्ट से प्रभावित होते हैं, अपने स्वयं के निर्माण में 3 डी मुद्रित घटकों का व्यापक उपयोग करते हैं। ये आमतौर पर मुद्रित कनेक्टर ब्लॉक होते हैं जिनमें विभिन्न प्रकार के कोण छेद होते हैं, सस्ते स्टील थ्रेडेड रॉड से जुड़े होते हैं। यह एक ऐसा निर्माण करता है जो सस्ता और इकट्ठा करने में आसान हो, आसानी से गैर-लंबवत फ़्रेमिंग जोड़ों की अनुमति देता है, लेकिन 3 डी प्रिंटर तक पहुंच की आवश्यकता होती है। इस तरह ‘बूटस्ट्रैपिंग’ 3 डी प्रिंटर की धारणा रिप्रैप डिज़ाइन के भीतर एक dogmatic विषय का कुछ रहा है। रॉड में कठोरता की कमी के लिए भी त्रिभुज की आवश्यकता होती है, या एक गैन्ट्री संरचना का खतरा होता है जो प्रिंट गुणवत्ता को कम करने, सेवा में फ्लेक्स और कंपन करता है।
कई मशीनें अब लेजर-कट प्लाईवुड, प्लास्टिक या दबाए गए स्टील शीट के बॉक्स-जैसे सेमी-संलग्न फ्रेम का उपयोग करती हैं। ये सस्ते, कठोर हैं और इन्हें एक संलग्न प्रिंट वॉल्यूम के आधार के रूप में भी इस्तेमाल किया जा सकता है, जिससे प्रिंट वर्क के युद्ध को नियंत्रित करने के लिए तापमान नियंत्रण की अनुमति मिलती है।
मशीनों की एक मुट्ठी भर इसके बजाय ध्रुवीय निर्देशांक का उपयोग करती है, आमतौर पर सर्कुलर समरूपता वाले वस्तुओं को मुद्रित करने के लिए अनुकूलित मशीनें। इनका रेडियल गैन्ट्री आंदोलन और घूर्णन वाला बिस्तर है। यद्यपि खोखले सिलेंडरों को मुद्रित करने के लिए इस डिजाइन के कुछ संभावित यांत्रिक फायदे हैं, फिर भी उनकी अलग ज्यामिति और प्रिंटिंग योजना के परिणामस्वरूप गैर-मुख्यधारा के दृष्टिकोण अभी भी उन्हें लोकप्रिय होने से रोकते हैं। यद्यपि यह एक रोबोट की गति योजना के लिए कार्टेशियन से ध्रुवीय निर्देशांक में परिवर्तित करने के लिए एक आसान काम है, इस डिजाइन से किसी भी लाभ प्राप्त करने के लिए प्रिंट स्लाइसिंग एल्गोरिदम को शुरुआत से घूर्णन समरूपता के बारे में पता होना चाहिए।
रोस्टॉक प्रिंटर
डेल्टा रोबोट तंत्र के आधार पर ‘रोस्टॉक’ पैटर्न प्रिंटर के साथ एक अलग दृष्टिकोण लिया जाता है। इन्हें शीर्ष पर घुड़सवार तीन-सशस्त्र डेल्टा रोबोट के साथ एक बड़ी खुली प्रिंट वॉल्यूम है। रोबोट का यह डिज़ाइन इसकी कम जड़ता और बड़ी मात्रा में तेज गति के लिए क्षमता के लिए जाना जाता है। स्पिन्डली बाहों के अंत में भारी प्रिंट हेड ले जाने पर कंपन से स्थिरता और स्वतंत्रता हालांकि तकनीकी चुनौती है। इस डिजाइन को ज्यादातर बड़े और भारी गैन्ट्री के बिना बड़ी प्रिंट मात्रा प्राप्त करने के साधन के रूप में पसंद किया गया है।
चूंकि प्रिंट हेड स्टोरेज कॉइल से सिर तक अपने फिलामेंट की दूरी को आगे बढ़ाता है, इसलिए फिलामेंट पर बनाए गए तनाव प्रिंट गुणवत्ता को प्रभावित करने से बचने के लिए एक और तकनीकी चुनौती है।