Fused filament fabrication (FFF) is a 3D printing process that uses a continuous filament of a thermoplastic material. This is fed from a large coil, through a moving, heated printer extruder head. Molten material is forced out of the print head’s nozzle and is deposited on the growing workpiece. The head is moved, under computer control, to define the printed shape. Usually the head moves in layers, moving in two dimensions to deposit one horizontal plane at a time, before moving slightly upwards to begin a new slice. The speed of the extruder head may also be controlled, to stop and start deposition and form an interrupted plane without stringing or dribbling between sections. Fused filament fabrication was coined by the members of the RepRap project to give a phrase that would be legally unconstrained in its use, given patents covering fused deposition modeling (FDM).
Fused filament printing is now the most popular process (by number of machines) for hobbyist-grade 3D printing. Other techniques such as photopolymerisation and powder sintering may offer better results, however their costs are greatly increased.
The 3D printer head or 3D printer extruder is a part in material extrusion-type printing responsible for raw material melting and forming it into a continuous profile. A wide variety of materials are extruded, including thermoplastics such as acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), high-impact polystyrene (HIPS), thermoplastic polyurethane (TPU), aliphatic polyamides (nylon), and recently also PEEK. Paste-like materials such as ceramics and chocolate can be extruded using the fused filament process and a paste extruder.
Introduction
Additive manufacturing (AM), also referred to as 3D printing involves manufacturing a part by depositing material layer by layer. There is a wide array of different AM technologies that can make a part layer by layer, including material extrusion, binder jetting, material jetting and directed energy deposition.
These process have varied types of extruders and extrude different materials to achieve the final product using layer-by-layer addition of material approach. The 3D Printer Liquefier is the component predominantly used in material-extrusion-type printing.
Extrusion
Extrusion in 3-D printing using material extrusion involves a cold end and a hot end.
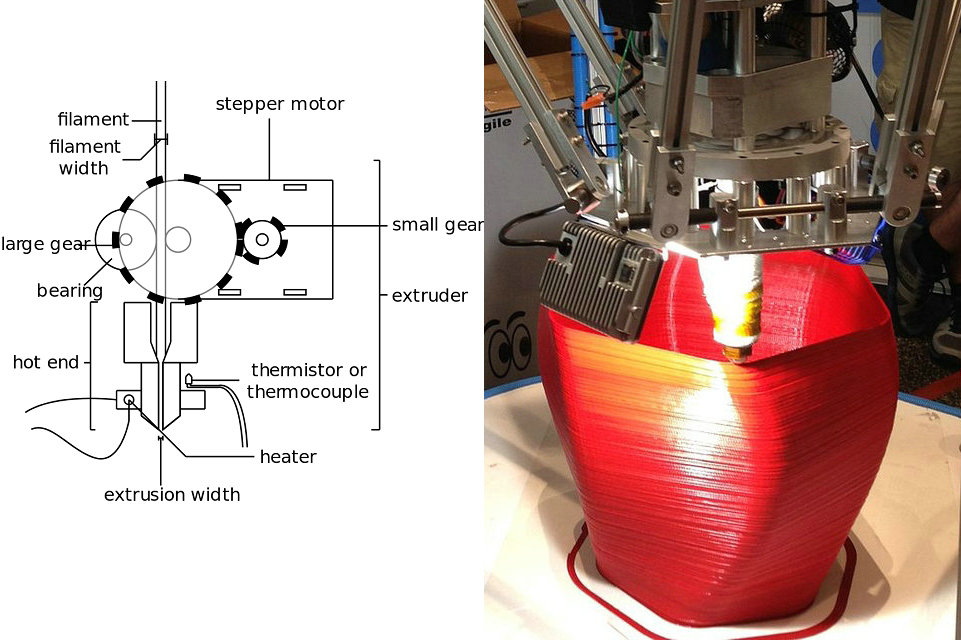
The cold end is part of an extruder system that pulls and feed the material from the spool, and pushes it towards the hot end. The cold end is mostly gear- or roller-based supplying torque to the material and controlling the feed rate by means of a stepper motor. By this means the process rate is controlled.
The hot end is the active part which also hosts the liquefier of the 3D printer that melts the filament. It allows the molten plastic to exit from the small nozzle to form a thin and tacky bead of plastic that will adhere to the material it is laid on. the hot end consists of a heating chamber and a nozzle. The hole in the tip (nozzle) has a diameter of between 0.3 mm and 1.0 mm. Different types of nozzles and heating methods are used depending upon the material to be printed.
Some type of 3-D printing machines can have a different type of extrusion system which may not have a heating chamber- the heat is supplied from another source, e.g. a laser.
xtruder mount to rest of machine
The ways extruders are mounted on the rest of the machine have evolved over time into informal mounting standards. These informal standards include:
Vertical X Axis Standard
Quick-fit extruder mount
OpenX mount
etc.
Such factor standards allows new extruder designs to be tested on existing printer frames, and new printer frame designs to use existing extruders.
Fused deposition modeling
Fused deposition modeling (FDM) is an additive manufacturing (AM) technology commonly used for modeling, prototyping, and production applications as trademarked by Stratasys Inc.. It is one of the techniques used for 3D printing. FDM works on an “additive” principle by laying down material in layers; a plastic filament or metal wire is unwound from a coil and supplies material to produce a part. Thus, FDM is also known as a solid-based AM technology.
History
Fused deposition modeling (FDM) was developed by S. Scott Crump in the late 1980s and was commercialized in 1990 by Stratasys. With the expiration of the patent US 5121329 A on this technology there is now a large open-source development community (called RepRap), as well as commercial and DIY variants, all of which utilize this type of 3D printer. This has led to a two-orders-of-magnitude price drop since this technology’s creation.
Process
FDM begins with a software process which processes an STL file (STereoLithography file format), mathematically slicing and orienting the model for the build process. If required, support structures may be generated. The machine may dispense multiple materials to achieve different goals:
One may use one material to build up the model.
Use another as a soluble support structure.
One could use multiple colors of the same type of thermoplastic on the same model.
The model or part is produced by extruding small flattened strings of molten material to form layers as the material hardens immediately after extrusion from the nozzle.
A plastic filament is unwound from a coil and supplies material to an extrusion nozzle which can turn the flow on and off. There is typically an accurately controlled drive that pushes the filament into the nozzle.
The nozzle is heated to melt the material. The thermoplastics are heated well past their glass transition temperature and are then deposited by an extrusion head.
The nozzle can be moved in both horizontal and vertical directions by a numerically controlled mechanism. The nozzle follows a tool-path controlled by a computer-aided manufacturing (CAM) software package, and the part is built from the bottom up, one layer at a time. Stepper motors or servo motors are typically employed to move the extrusion head. The mechanism used is often an X-Y-Z rectilinear design, although other mechanical designs such as deltabot have been employed.
Although as a printing technology FDM is very flexible, and it is capable of dealing with small overhangs by the support from lower layers, FDM generally has some restrictions on the slope of the overhang, and cannot produce unsupported stalactites.
Myriad materials are available, such as Acrylonitrile Butadiene Styrene (ABS), Polylactic acid (PLA), Polycarbonate (PC), Polyamide (PA), Polystyrene (PS), lignin, rubber, among many others, with different trade-offs between strength and temperature properties. In addition, even the color of a given thermoplastic material may affect the strength of the printed object. Recently a German company demonstrated for the first time the technical possibility of processing granular PEEK into filament form and 3D printing parts from the filament material using FDM-technology.
During FDM, the hot molten polymer is exposed to air. Operating the FDM process within an inert gas atmosphere such as nitrogen or argon can significantly increase the layer adhesion and leads to improved mechanical properties of the 3D printed objects. An inert gas is routinely used to prevent oxidation during selective laser sintering.
General process
Flow geometry of the extruder, heating method and the melt flow behavior of a non-Newtonian fluid are of main consideration in the part.
A plastic filament is supplied from a reel, either commercially available or home made, and fed into a heated liquefier where it is melted. This melt is then extruded by a nozzle while the incoming filament, still in solid phase, acts as a “plunger”.
The nozzle is mounted to a mechanical stage, which can be moved in the xy plane. As the nozzle is moved over the table in a prescribed geometry, it deposits a thin bead of extruded plastic, called a ‘‘road’’ which solidifies quickly upon contact with substrate and/or roads deposited earlier.
Solid layers are generated by following a rasterizing motion where the roads are deposited side by side within an enveloping domain boundary.
Once a layer is completed, the platform is lowered in the z direction in order to start the next layer. This process continues until the fabrication of the object is completed.
For successful bonding of the roads in the process control of the thermal environment is necessary. Therefore, the system is kept inside a chamber, maintained at a temperature just below the melting point of the material being deposited.
Physics
During extrusion the thermoplastic filament is introduced by mechanical pressure from rollers, into the liquefier, where it melts and is then extruded. The rollers are the only drive mechanism in the material delivery system, therefore filament is under tensile stress upstream to the roller and under compression at the downstream side acting as a plunger. Therefore, compressive stress is the driving force behind the extrusion process.
The force required to extrude the melt must be sufficient to overcome the pressure drop across the system, which strictly depends on the viscous properties of the melted material and the flow geometry of the liquefier and nozzle. The melted material is subjected to shear deformation during the flow. Shear thinning behavior is observed in most of the materials used in this type of 3-D printing. This is modeled using power law for generalized Newtonian fluids.
The temperature is regulated by heat input from electrical coil heaters. The system continuously adjusts the power supplied to the coils according to the temperature difference between the desired value and the value detected by the thermocouple, forming a Negative Feedback loop. This is similar to Heat Flow rate in Cylindrical Pipe.
Commercial applications
FDM, a prominent form of rapid prototyping, is used for prototyping and rapid manufacturing. Rapid prototyping facilitates iterative testing, and for very short runs, rapid manufacturing can be a relatively inexpensive alternative.
FDM uses the thermoplastics PLA, ABS, ABSi, polyphenylsulfone (PPSF), polycarbonate (PC), PETG and Ultem 9085, and among others. These materials are used for their heat resistance properties. Ultem 9085 also exhibits fire retardancy making it suitable for aerospace and aviation applications.
FDM is also used in prototyping scaffolds for medical tissue engineering applications.
Free applications
Several projects and companies are making efforts to develop affordable 3D printers for home desktop use. Much of this work has been driven by and targeted at DIY/enthusiast/early adopter communities, with additional ties to the academic and hacker communities.
RepRap is one of the longest running projects in the desktop category. The RepRap project aims to produce a free and open source hardware (FOSH) 3D printer, whose full specifications are released under the GNU General Public License, and which is capable of replicating itself by printing many of its own (plastic) parts to create more machines. RepRaps have already been shown to be able to print circuit boards and metal parts.
Fab@Home is the other opensource hardware project for DIY 3D printers.
Because of the FOSH aims of RepRap, many related projects have used their design for inspiration, creating an ecosystem of related or derivative 3D printers, most of which are also open source designs. The availability of these open source designs means that variants of 3D printers are easy to invent. The quality and complexity of printer designs, however, as well as the quality of kit or finished products, varies greatly from project to project. This rapid development of open source 3D printers is gaining interest in many spheres as it enables hyper-customization and the use of public domain designs to fabricate open source appropriate technology. This technology can also assist initiatives in sustainable development since technologies are easily and economically made from resources available to local communities.
Cost of 3D printer
The cost of 3D printers has decreased dramatically since about 2010, with machines that used to cost $20,000 now costing less than $1,000. For instance, as of 2017, several companies and individuals are selling parts to build various RepRap designs, with prices starting at about GB£99 / US$100. The best selling desktop FDM printer, Prusa i3 MK2, costs US$900 assembled or US$600 for self-assembly kit.
The open source Fab@Home project has developed printers for general use with anything that can be extruded through a nozzle, from chocolate to silicone sealant and chemical reactants. Printers following the project’s designs have been available from suppliers in kits or in pre-assembled form since 2012 at prices in the US$2000 range.
The LulzBot 3D printers manufactured by Aleph Objects are another example of an open-source application of fused deposition modeling technology. The flagship model in the LulzBot line, the TAZ printer takes inspiration for its design from the RepRap Mendel90 and Prusa i3 models. The LulzBot 3D printer is currently the only printer on the market to have received the “Respects Your Freedom” certification from the Free Software Foundation.
As of September 2018 RepRap style printers are readily available in kit form through online retailers such as Amazon and eBay. These kits come complete with all parts needed to make a functioning printer, often including electronic files for test printing as well as a small quantity of PLA filament. One popular printer of this variety is the Anet A8, costing under USD$200, and easily able to print objects when assembled. The assembly process takes approximately 6 to 8 hours in total and is well documented on videography sites such as YouTube.
Development
Customer-driven product customization and demand for cost and time savings has increased interest in agility of manufacturing process. This has led to improvements in RP technologies and in particularly of Fused Deposition Modeling. The Development of Extruders is going rapidly because of open source 3-D printer movement caused by products like RepRap. Consistent improvements are seen in the form of increased heating temperature of liquefier, the over-all control and precision of the process and improved support for wide variety of materials to print, including ceramics.
The ways extruders are mounted on the machine has also evolved over time into informal mounting standards. These informal standards include the Vertical X Axis Standard, the Quick-fit extruder mount, the OpenX mount, etc.
Print head kinematics
The majority of fused filament printers follow the same basic design. A flat bed is used as the starting point for the print workpiece. A gantry above this carries the moving print head. The gantry design is optimized for movement mostly in the horizontal X & Y directions, with a slow climb in the Z direction as the piece is printed. Stepper motors drive the movement through either leadscrews or toothed belt drives. It is common, owing to the differences in movement speed, to use toothed belts for the X,Y drives and a leadscrew for Z. Some machines also have X axis movement on the gantry, but move the bed (and print job) for Y. As, unlike laser cutters, head movement speeds are low, stepper motors are universally used and there is no need to use servomotors instead.
Many printers, originally those influenced by the RepRap project, make extensive use of 3D printed components in their own construction. These are typically printed connector blocks with a variety of angled holes, joined by cheap steel threaded rod. This makes a construction that is cheap and easy to assemble, easily allows non-perpendicular framing joints, but does require access to a 3D printer. The notion of ‘bootstrapping’ 3D printers like this has been something of a dogmatic theme within the RepRap designs. The lack of stiffness in the rod also requires either triangulation, or gives the risk of a gantry structure that flexes and vibrates in service, reducing print quality.
Many machines now use box-like semi-enclosed frames of either laser-cut plywood, plastic or pressed steel sheet. These are cheap, rigid and can also be used as the basis for an enclosed print volume, allowing temperature control within it to control warping of the print job.
A handful of machines use polar coordinates instead, usually machines optimized to print objects with circular symmetry. These have a radial gantry movement and a rotating bed. Although there are some potential mechanical advantages to this design for printing hollow cylinders, their different geometry and the resulting non-mainstream approach to print planning still keeps them from being popular as yet. Although it is an easy task for a robot’s motion planning to convert from Cartesian to polar coordinates, gaining any advantage from this design also requires the print slicing algorithms to be aware of the rotational symmetry from the outset.
Rostock printers
A different approach is taken with ‘Rostock’ pattern printers, based on a delta robot mechanism. These have a large open print volume with a three-armed delta robot mounted at the top. This design of robot is noted for its low inertia and ability for fast movement over a large volume. Stability and freedom from vibration when moving a heavy print head on the end of spindly arms is a technical challenge though. This design has mostly been favored as a means of gaining a large print volume without a large and heavy gantry.
As the print head moves the distance of its filament from storage coil to head also changes, the tension created on the filament is another technical challenge to overcome to avoid affecting the print quality.
Source from Wikipedia