3D printing is any of various processes in which material is joined or solidified under computer control to create a three-dimensional object, with material being added together (such as liquid molecules or powder grains being fused together). 3D printing is used in both rapid prototyping and additive manufacturing. Objects can be of almost any shape or geometry and typically are produced using digital model data from a 3D model or another electronic data source such as an Additive Manufacturing File (AMF) file (usually in sequential layers). There are many different technologies, like stereolithography (SLA) or fused deposit modeling (FDM). Thus, unlike material removed from a stock in the conventional machining process, 3D printing or Additive Manufacturing builds a three-dimensional object from a computer-aided design (CAD) model or AMF file, usually by successively adding material layer by layer.
The term “3D printing” originally referred to a process that deposits a binder material onto a powder bed with inkjet printer heads layer by layer. More recently, the term is being used in popular vernacular to encompass a wider variety of additive manufacturing techniques. United States and global technical standards use the official term additive manufacturing for this broader sense.
General principles
Modeling
3D printable models may be created with a computer-aided design (CAD) package, via a 3D scanner, or by a plain digital camera and photogrammetry software. 3D printed models created with CAD result in reduced errors and can be corrected before printing, allowing verification in the design of the object before it is printed. The manual modeling process of preparing geometric data for 3D computer graphics is similar to plastic arts such as sculpting. 3D scanning is a process of collecting digital data on the shape and appearance of a real object, creating a digital model based on it.
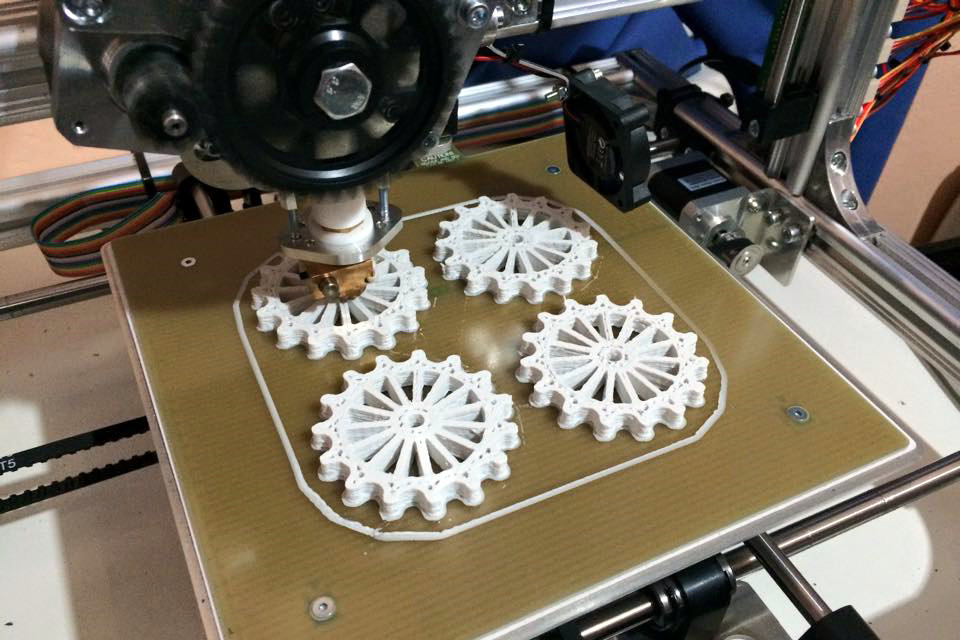
Printing
Timelapse video of a hyperboloid object (designed by George W. Hart) made of PLA using a RepRap “Prusa Mendel” 3D printer for molten polymer deposition
Before printing a 3D model from an STL file, it must first be examined for errors. Most CAD applications produce errors in output STL files, of the following types:
holes;
faces normals;
self-intersections;
noise shells;
manifold errors.
A step in the STL generation known as “repair” fixes such problems in the original model. Generally STLs that have been produced from a model obtained through 3D scanning often have more of these errors. This is due to how 3D scanning works-as it is often by point to point acquisition, reconstruction will include errors in most cases.
Once completed, the STL file needs to be processed by a piece of software called a “slicer,” which converts the model into a series of thin layers and produces a G-code file containing instructions tailored to a specific type of 3D printer (FDM printers). This G-code file can then be printed with 3D printing client software (which loads the G-code, and uses it to instruct the 3D printer during the 3D printing process).
Printer resolution describes layer thickness and X–Y resolution in dots per inch (dpi) or micrometers (µm). Typical layer thickness is around 100 μm (250 DPI), although some machines can print layers as thin as 16 μm (1,600 DPI). X–Y resolution is comparable to that of laser printers. The particles (3D dots) are around 50 to 100 μm (510 to 250 DPI) in diameter. For that printer resolution, specifying a mesh resolution of 0.01–0.03 mm and a chord length ≤ 0.016 mm generate an optimal STL output file for a given model input file. Specifying higher resolution results in larger files without increase in print quality.
Construction of a model with contemporary methods can take anywhere from several hours to several days, depending on the method used and the size and complexity of the model. Additive systems can typically reduce this time to a few hours, although it varies widely depending on the type of machine used and the size and number of models being produced simultaneously.
Traditional techniques like injection moulding can be less expensive for manufacturing polymer products in high quantities, but additive manufacturing can be faster, more flexible and less expensive when producing relatively small quantities of parts. 3D printers give designers and concept development teams the ability to produce parts and concept models using a desktop size printer.
Seemingly paradoxic, more complex objects can be cheaper for 3D printing production than less complex objects.
Methods
A large number of competing technologies are available for 3D printing; their main differences are in the way in which the different layers are used to create pieces. Some methods use melting or softening the material to produce the layers, for example selective laser sintering (SLS) and molten deposition modeling (FDM), while others deposit liquid materials that are solidified with different technologies. In the case of manufacture of laminated objects, thin layers are cut to be molded and joined together.
Each method has its own advantages and disadvantages; For this reason, some companies offer to choose between powders and polymer as material for the manufacture of the piece according to the customer’s priorities. Generally the main considerations are speed, cost of the printed prototype, cost of the 3D printer, choice and cost of materials, as well as ability to choose the color.
| Kind | Technologies | materials |
|---|---|---|
| Extrusion | Modeling by molten deposition (FDM) | Thermoplastics (eg PLA , ABS , HDPE , thermoplastic polyurethane | TPU) eutectic metals , edible materials |
| Yarn | Electron beam manufacturing (EBF) | Almost any alloy |
| Granulated | Direct metal sintering by laser (DMLS) | Almost any alloy |
| Electron beam fusion (EBM) | Titanium alloys | |
| Selective heat sintering (SHS) | Thermoplastic powder | |
| Selective laser sintering (SLS) | Thermoplastics , metallic powders, ceramic powders | |
| Binding projection (DSPC) | Cast | |
| Laminate | Laminate of layers (LOM) | Paper , aluminum foil, plastic coating |
| Photochemical | Stereolithography (SLA) | photopolymer |
| Photopolymerization by ultraviolet light (SGC) | photopolymer |
Injection printing
A 3D printing method consists of the system of printing by injection. The printer creates the layer-to-layer model by spreading a layer of the section of the part. The process is repeated until all the layers have been printed. This technology is the only one that allows the printing of prototypes in full color, also allowing extraplanes or protrusions.
Modeling by flux deposition
Using previously extruded filaments, modeling by flux deposition, a technology developed by Stratasys, uses a nozzle to deposit molten material on a support structure, layer by layer. It is widely used in traditional rapid prototyping and, given its low cost, has become very popular domestically.
Another approach is to selectively fuse the printing medium on a granular basis. In this variation the non-molten medium serves as support for the projections and thin walls of the piece to be produced, thus reducing the need for temporary auxiliary supports. Typically a laser is used to sinter the medium and form the solid. Examples of this are selective laser sintering and direct laser metal sintering (DMLS) using metals. A final variation consists of using a synthetic resin that solidifies using LED light.
Light-curing
Stereolithography
SLA technology uses liquid photopolymer resins that solidify when exposed to light emitted by an ultraviolet laser. In this way, superimposed layers of solid resin are created creating the object.
Photopolymerization by ultraviolet light
In ultraviolet light photopolymerization, SGC, a liquid polymer vessel is exposed to the light of a DLP projector under controlled conditions. The exposed liquid polymer hardens; The mounting plate moves downwards in small increments and the polymer is exposed again to light. The process is repeated until the model is constructed. The remaining liquid polymer is then removed from the container, leaving only the solid model.
Photopolymerization by absorption of photons
Ultra-small features can be achieved through the technique of 3D microfabrication, through the photopolymerization mechanism by absorption of photons. In this variation, the desired 3D object is plotted on a block of gel with a laser. The gel is cured and solidifies only in the places where the laser is focused due to the optical non-linearity of the photoexcitation; after the laser stage, the remaining gel is washed. This technique offers sizes of less than 100 nm being easily manufactured in complex structures of moving parts as in fixed.
Printing with ice
Recently techniques have been developed which, by means of a controlled cooling of treated water, are capable of producing an authentic 3D printing with ice as material.
Although it is a technology in development and its long-term advantages are yet to be seen, saving specific material to carry out printing, regardless of the cost of the process, seems one of them.
Materials
3D printers can not use any material, there is a wide variety for printing, such as: transparent, colored, opaque, flexible, rigid, high temperature and resistance. This type of materials satisfy needs visually and tactilely, in addition, they are very resistant and with the necessary strength that prototypes require. The design of our product will give us a step to choose the material that we should use, the printer and the process by which it will be printed. In the magazine Metal Actual they indicate that:
“In the market there are more than 60 types of materials for 3D printing, which thanks to their characteristics and physical-chemical properties, enable the creation of perfect prototypes, of great precision, excellent level of detail and applicable to almost all industrial sectors” (Andrea Ruiz, 2011, p.34).
Among the materials that are most used are those that simulate engineering plastics, called filaments, such as PLA and ABS. The filament PLA is a polylactic acid, biodegradable, derived from corn. It has multiple colors including its natural color, within them there are translucent and limited colors. The ABS is cheap and with good finishing, the material suitable for prototyping, which require a high resistance to impact and hits too strong, this filament also includes a wide variety of colors.
Another material is resin. 16 It offers a higher resolution than ABS, simulate standard plastics that are made of polypropylene and are perfect for models that need hardness, flexibility and resistance, such as: toys, battery boxes, car parts and containers.
ABS materials, you can find different colors such as red, orange, yellow, green, blue, purple, white, gray, black, natural color of the filament, among others.
The PLA has among its main colors: red, pink, orange, yellow, light green and strong, blue, black, gray, white, its natural color, among others.
Types of materials
The filaments are characterized by diameter (in millimeters), are usually sold in coils by weight (kg.) And are mainly of the following materials:
Polylactic acid (PLA).
Laywoo-d3, wood / polymer composite similar to Polylactic acid.
Acrylonitrile butadiene styrene (ABS).
High impact polystyrene (HIPS).
Polyethylene terephthalate (PET).
Thermoplastic elastomer (TPE).
Nylon, the most used.
Amorphous metal (BGM).
Finishing
Though the printer-produced resolution is sufficient for many applications, printing a slightly oversized version of the desired object in standard resolution and then removing material with a higher-resolution subtractive process can achieve greater precision.
The layered structure of all Additive Manufacturing processes leads inevitably to a strain-stepping effect on part surfaces which are curved or tilted in respect to the building platform. The effects strongly depend on the orientation of a part surface inside the building process.
Some printable polymers such as ABS, allow the surface finish to be smoothed and improved using chemical vapor processes based on acetone or similar solvents.
Some additive manufacturing techniques are capable of using multiple materials in the course of constructing parts. These techniques are able to print in multiple colors and color combinations simultaneously, and would not necessarily require painting.
Some printing techniques require internal supports to be built for overhanging features during construction. These supports must be mechanically removed or dissolved upon completion of the print.
All of the commercialized metal 3D printers involve cutting the metal component off the metal substrate after deposition. A new process for the GMAW 3D printing allows for substrate surface modifications to remove aluminum or steel.
Processes and printers
A large number of additive processes are available. The main differences between processes are in the way layers are deposited to create parts and in the materials that are used. Each method has its own advantages and drawbacks, which is why some companies offer a choice of powder and polymer for the material used to build the object. Others sometimes use standard, off-the-shelf business paper as the build material to produce a durable prototype. The main considerations in choosing a machine are generally speed, costs of the 3D printer, of the printed prototype, choice and cost of the materials, and color capabilities. Printers that work directly with metals are generally expensive. However less expensive printers can be used to make a mold, which is then used to make metal parts.
ISO/ASTM52900-15 defines seven categories of Additive Manufacturing (AM) processes within its meaning: binder jetting, directed energy deposition, material extrusion, material jetting, powder bed fusion, sheet lamination, and vat photopolymerization.
Some methods melt or soften the material to produce the layers. In Fused filament fabrication, also known as Fused deposition modeling (FDM), the model or part is produced by extruding small beads or streams of material which harden immediately to form layers. A filament of thermoplastic, metal wire, or other material is fed into an extrusion nozzle head (3D printer extruder), which heats the material and turns the flow on and off. FDM is somewhat restricted in the variation of shapes that may be fabricated. Another technique fuses parts of the layer and then moves upward in the working area, adding another layer of granules and repeating the process until the piece has built up. This process uses the unfused media to support overhangs and thin walls in the part being produced, which reduces the need for temporary auxiliary supports for the piece.
Laser sintering techniques include selective laser sintering, with both metals and polymers, and direct metal laser sintering. Selective laser melting does not use sintering for the fusion of powder granules but will completely melt the powder using a high-energy laser to create fully dense materials in a layer-wise method that has mechanical properties similar to those of conventional manufactured metals. Electron beam melting is a similar type of additive manufacturing technology for metal parts (e.g. titanium alloys). EBM manufactures parts by melting metal powder layer by layer with an electron beam in a high vacuum. Another method consists of an inkjet 3D printing system, which creates the model one layer at a time by spreading a layer of powder (plaster, or resins) and printing a binder in the cross-section of the part using an inkjet-like process. With laminated object manufacturing, thin layers are cut to shape and joined together.
Other methods cure liquid materials using different sophisticated technologies, such as stereolithography. Photopolymerization is primarily used in stereolithography to produce a solid part from a liquid. Inkjet printer systems like the Objet PolyJet system spray photopolymer materials onto a build tray in ultra-thin layers (between 16 and 30 µm) until the part is completed. Each photopolymer layer is cured with UV light after it is jetted, producing fully cured models that can be handled and used immediately, without post-curing. Ultra-small features can be made with the 3D micro-fabrication technique used in multiphoton photopolymerisation. Due to the nonlinear nature of photo excitation, the gel is cured to a solid only in the places where the laser was focused while the remaining gel is then washed away. Feature sizes of under 100 nm are easily produced, as well as complex structures with moving and interlocked parts. Yet another approach uses a synthetic resin that is solidified using LEDs.
In Mask-image-projection-based stereolithography, a 3D digital model is sliced by a set of horizontal planes. Each slice is converted into a two-dimensional mask image. The mask image is then projected onto a photocurable liquid resin surface and light is projected onto the resin to cure it in the shape of the layer. Continuous liquid interface production begins with a pool of liquid photopolymer resin. Part of the pool bottom is transparent to ultraviolet light (the “window”), which causes the resin to solidify. The object rises slowly enough to allow resin to flow under and maintain contact with the bottom of the object. In powder-fed directed-energy deposition, a high-power laser is used to melt metal powder supplied to the focus of the laser beam. The powder fed directed energy process is similar to Selective Laser Sintering, but the metal powder is applied only where material is being added to the part at that moment.
Resolution and printing tolerance
The concepts of print resolution and tolerance are often mixed, superimposed and even interchanged. Some manufacturers prefer to use a term that encompasses both concepts, such as dimensional accuracy.
It seems more reasonable to refer the resolution of a 3D printer to the capacity of positioning or of distance discernment before the injection or deposit of material, while the printing tolerance will depend, in addition, on the solidification or finishing process. A good proof that they can be taken as different concepts is that printing tolerance often presents values that are more unfavorable than resolution.
In any case, the resolution can be given in layer thickness, while in the XY plane, it can be given by dots per inch (dpi). The typical layer thickness is of the order of 100 microns (0.1 mm), although some machines such as the Objet Connex print layers as thin as 16 microns. 20 The XY resolution is comparable to that of conventional laser printers. In the case that the process uses them, the particles are of the order of 50 to 100 microns (0.05-0.1 mm) in diameter.
The final part tolerance will depend, in addition to the resolution described above, on the technology and material used. It is one of the most important parameters in the choice of printing process and device, since not only determine the dimensional tolerance of the piece, but if, in case of small thicknesses, this piece is workable or not.
The current tolerance limit for DIY or low cost devices is around 0.1 – 0.2. For jobs with more dimensional demand, some manufacturers are able to guarantee tolerances in the order of tens of microns.
Limits
Most processes generate relatively poor surface conditions; it is often necessary to smooth the surfaces by more or less complex polishing techniques. A final Tribofinition step significantly improves the surface condition on all volumes of the part. High-performance diamond-like powders guarantee an Ra of the order of 15 to 20 μm. It is possible to reach values close to 0.1 μm or better. Some three-dimensional printing techniques are emitting “ultrafine” particles (nanoparticles). Metallic processes based on the melting of powder give relatively harmful parts if the powder is poorly sucked on the final part. 3D printing, currently (2018), does not make it possible to make doped silicon (+, -), to make semiconductors.
Advantages
Many usable materials. Be careful, a printer is not versatile. It is designed for one and only one type of material.
Short production times: 3D printing does not require a pre-manufacturing step.
Manufacture of shapes that can be very complex: non-emerging interior shapes, narrow channels or housings, complex profiles, etc.
Manufacture without fixed costs: there are no pre-industrialization, mold making, template or specific tooling steps.
Terminology and standardization
The generic English term for additive manufacturing is Additive Manufacturing (AM). It is described by ASTM standards body as “material assembly process to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methods. Additive manufacturing now comprises seven standard families of layer addition processes: wire fusion through a heating nozzle (FDM or FFF process), binder spraying on a powder-like substrate (3DP), projection of material drops (Polyjet), the assembly of layers from sheets or cut plates (Stratoconception), the polymerization of a resin under the effect of a laser or a UV source (stereolithography), the solidification of a powder bed under the action of a medium power source with high power (laser) (SLS) and the projection of a flow of powder in a laser energy flow (CLAD).
Applications
In the current scenario, 3D printing or Additive Manufacturing has been used in manufacturing, medical, industry and sociocultural sectors which facilitate 3D printing or Additive Manufacturing to become successful commercial technology. The earliest application of additive manufacturing was on the toolroom end of the manufacturing spectrum. For example, rapid prototyping was one of the earliest additive variants, and its mission was to reduce the lead time and cost of developing prototypes of new parts and devices, which was earlier only done with subtractive toolroom methods such as CNC milling, turning, and precision grinding. In the 2010s, additive manufacturing entered production to a much greater extent.
Education
The applications in education are endless, helping students to understand and visualize abstract concepts. The applications in social, natural sciences, mathematics, art, history and, of course, technology, are capable of revolutionizing pedagogical activity.
Generalities
Typical applications include design visualization, prototyping / CAD, architecture, education, health and entertainment. Other applications may include fossil reconstruction in paleontology, replication of antiques or pieces of special value in archeology and reconstruction of bones and body parts in forensic science and pathology.
Food
Foodini and ChefJet are some of the best-known 3D food printers. The technology itself can replace some processes and customize the ingredients, both in form and composition. Some of the chains that are working on it are PepsiCo, Singular Bread and Barilla. Emphasizes the creation of food made with masses of microalgae, although the ingredients most commonly used with chocolate and sugar.
Archeology
The use of 3D scanning technologies allows the replication of real objects without the use of molding processes, which in many cases can be more expensive, more difficult and too invasive to be carried out; in particular, with archaeological relics of high cultural value where direct contact with molding substances can damage the surface of the original object.
Music
3D printing has found a role in instrumental development. It allows the production and customization of new instruments or loudspeakers.
For example, Odd manufactures nylon printed guitars. 3DVarius creates electric plastic violins inspired by the famous Stradivarius model. The company SYOS (Shape Own Own Sound) produces custom saxophone mouthpieces adapted to the musician’s possibilities and style.
Art
More recently the use of 3D printing technologies has been suggested. Artists have used 3D printers in different ways. During the London Design Festival, a montage, developed by Murray Moss and aimed at 3D printing, took place at the Victoria and Alberto Museum. The installation was called Industrial Revolution 2.0: How the Material World will Newly Materialize.
Architecture
3D printing technology makes it possible to build in a very precise way by taking into account very small details and in a reduced time. Many architectural firms have discovered the potential of 3D printing technology especially in the construction of models.
Fashion
There is also no lack of 3D printed clothing in materials such as Filaflex; a technique that has captivated designers such as Karl Lagerfeld, Iris van Herpen, Melinda Looi and Danit Peleg, among others. In fact, there is currently a contest called 3D Fashion Day. Among the most remarkable printers of this type, a Spanish machine triumphs: the Kniterate.
Weapons and army
The special operations command of the US Army builds “eight mobile factories” that can fit in standard shipping containers. These factories are based on a successful experiment, the MPH. This type of “micro factories” is the culmination of the factory idea, with three-dimensional printing technologies.
Aeronautics
EADS, the parent company of Airbus has plans to produce all parts of aircraft by three – dimensional printing techniques (ALM-enabled: additive layer manufacturing). Airbus already produces parts of these aircraft thanks to the 3D printing process, especially for the A350 XWB. What is valuable for aeronautics are 30 to 55% lighter parts, compared to traditional and handmade products. The A350 already adopted more than 1000 parts manufactured in this way.
Medicine and research
The field of medicine also benefits from 3D printing, with the creation of a material similar to bone or the creation of prostheses and implants (artificial hips, dental and hearing aids personalized) and personalized exoskeletons. Recently researchers at the AECS (University of Wollongong) have designed a pencil, BioPen, capable of printing stem cells (nerve, muscle, bone) on injured areas.
Individuals and fab-lab
Of three dimensional printing companies to create demand and take up the web service vision: sending special plans on a website, payment, printing, (assembly) and sending the finished product. At the same time, Fab-lab democratize 3D technology, and in 2013, the French Ministry of Productive Recovery supported fab-labs (or additive manufacturing laboratories), using 3D printing machines.
Industrial processes
Continuous Liquid Interface Production (CLIP)
The liquid resin is solidified using an ultraviolet light image, causing photopolymerization in an environment whose oxygen content is controlled. The CLIP printing introduced by Carbon3D is inspired by an additive process well known in stereolithography. The use of an image instead of a laser makes this printing technique one of the fastest on the market, reducing the printing time to a few minutes instead of a few hours for an object same size.
EBM (Electron Beam Melting)
Similar process to laser melting (Selective Laser Melting), this method uses an electron beam, giving pieces of similar dimensions but with some changes in the properties of these.
FDM (Fused Deposition Modeling)
This technique consists in melting a thermoplastic filament (generally a plastic type ABS or PLA) through a nozzle (or extruder) heated to a temperature ranging between 160 and 400 ° C depending on the plasticity temperature of the polymer. The molten wire, of a diameter of about one-tenth of a millimeter, is deposited on the model and is glued by re-melting on the previous layer.
Fused Deposition Modeling is a trademark of the inventor of the technology (Stratasys) that fell into the public domain in 2012.
FTI (Film Transfer Imaging)
A transparent film coated with a layer of photopolymer resin is placed in front of the video projector integrated in the machine, the image of the projected 2D cut will harden the resin. The production tray is rolled up a thickness while the transparent film makes a round trip in the cartridge to receive a new layer of liquid resin, the image of the next 2D cut is projected on it and so on. The piece is reconstituted layer by layer.
MJM (Multiple Jet Modeling)
This technique consists in depositing a layer of resin (plastic type acrylate or polypropylene) liquid in the same way as an ink jet printer with a thickness of 2/100 to 4/100 mm.
In 2014, BMW France uses the MJM for an event operation, creating unusual miniature cars.
SLA (StereolithographyApparatus)
This technique generally uses a special resin sensitive to laser beam treatment. At the end of each solidified layer, the laser continues to heat the curing resin to form the complete object. This technique thus makes it possible to print transparent fused silica glasses.
SLM (Selective Laser Melting)
This is the most used technique for making metal parts. It offers a good compromise between precision and dimensions. His French name is Fusion Laser.
The use of Laser Beam Melting, Direct Metal Laser Sintering, means the same process.
SLS (Selective Laser Sintering)
This technique is similar to stereolithography, but a powder is used (instead of a liquid photopolymer). A powerful laser locally solidifies the powder surface and the agglomerate to the previous layers by sintering. A new layer of powder is then spread and the process starts again.
DMD (Direct Metal Deposition)
These methods relate to the projection of molten metal powder in general by a laser beam. Two additional axes make it possible to adapt to complex shapes. For the manufacture of metal parts, it is the precursor of the laser fusion.
Source from Wikipedia